UL certified
UL certifiedProfessional Conveyor Systems for Efficient Material Handling
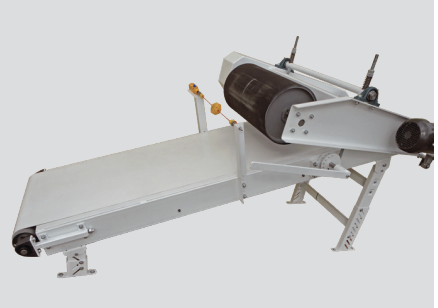
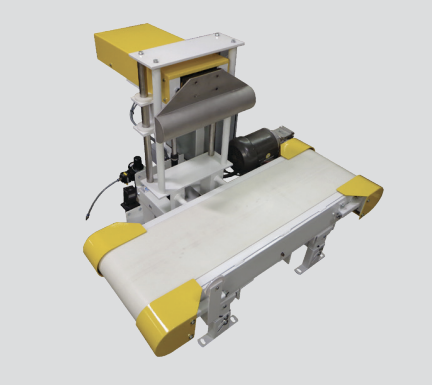
Our conveyor systems are engineered for reliable transport of bagged materials in dry bulk packaging operations. From basic transport to specialized functions like bag compression, weighing, and orientation changes, our conveyors enhance productivity across food, chemical, agriculture, and mining industries. Each system features robust construction and precise controls for seamless integration into your production line.