Introduction
In packaging operations — food, dairy, chemicals, agriculture, and mining — the conveyor system doesn't stop at transport. By the end of the line, it controls every function: filling, weighing, labeling, and palletizing. A poorly designed end-of-line conveyor creates downstream chaos regardless of how well the rest of the operation runs.
Most packaging lines operate at only 60% to 75% of theoretical capacity due to line speed variations and unexpected downtime, with unplanned stoppages costing manufacturers an estimated $260,000 per hour.
What follows covers what end-of-line conveyor systems do, the types available, key design considerations, and how to eliminate the bottlenecks that kill throughput.
Key Takeaways
- End-of-line conveyors move finished products through packaging, inspection, labeling, and palletizing stages
- Proper accumulation design prevents $1 million+ in annual product damage from backpressure
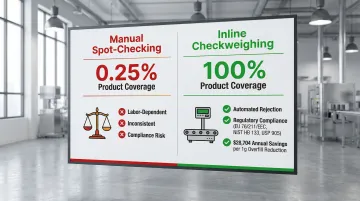
- Automated checkweighing inspects 100% of products vs. <1% with manual spot-checking
- Variable speed drives and zone control reduce micro-stops that erode up to 25% of shift time
- Custom layouts — L-turns, vertical sections, right-angle transfers — fit high-throughput systems into tight floor plans
What Is an End-of-Line Conveyor System?
An end-of-line conveyor is the section of a conveyor system that handles product after production or filling is complete, managing packaging, inspection, labeling, palletizing, and staging for shipment. Unlike mid-line conveyor sections focused on transport, the end of the line is where value is finalized.
For bulk material packaging operations handling bagged goods, filled containers, or drums, the end-of-line conveyor must do more than move product. It must synchronize with:
- Filling equipment and checkweighers
- Sealers and label applicators
- Palletizers and stretch wrappers
Any gap or backup in that sequence stalls the entire line.
The Cost of Getting It Wrong
Conveyor-related bottlenecks drive measurable efficiency losses. Industry data reveals that packaging lines frequently operate at only 60-75% of their theoretical capacity, with unplanned downtime costing an average of $260,000 per hour. The primary culprit is micro-downtime: brief stoppages lasting under five minutes that cumulatively erode up to 25% of available shift time.
Conveyors in the packaging sector achieve a 97.5% median runtime, yet operational integration issues account for 31.7% of downtime. In some facilities, jams alone are responsible for 78% of conveyor-related stoppages.
Key Stages of an End-of-Line Packaging Conveyor System
Stage 1 — Product Discharge and Accumulation
Product exits the filler or bagger onto the conveyor and needs a buffer zone to prevent pressure buildup. Zero-pressure accumulation is a critical design feature that protects packaged goods from damage, particularly important for filled bags or delicate containers.
Without proper accumulation zones, packages pile up and collide. One manufacturer eliminated $1 million annually in damaged product by switching to a zero-contact zoned conveyor that prevents backpressure entirely.
Stage 2 — Checkweighing and Inspection
Conveyors feed products through inline checkweighers to verify fill weight accuracy, then divert underweight or overweight packages automatically. Food, chemical, and pharmaceutical industries face regulatory mandates on fill weight — making this stage required by law, not optional.
Compliance standards include:
- EU Directive 76/211/EEC requiring actual contents meet nominal quantity on average
- NIST Handbook 133 specifying Maximum Allowable Variation (MAV) for individual packages
- USP <905> for pharmaceutical dosage unit uniformity
Inline checkweighers inspect 100% of products versus the negligible 0.25% coverage of manual spot-checking. Reducing overfill by just 1 gram on high-speed lines can save $28,704 annually in raw materials.
Stage 3 — Labeling, Coding, and Sealing
Once packages clear inspection, print-and-apply labeling systems and carton sealers integrate directly into the conveyor line. Speed and spacing control at this stage ensure every package passes through consistently — eliminating manual labor and the errors that come with it.
Automated labeling systems achieve 99.9% accuracy and reduce production time by 40%, with some operators reporting ROI within eight months. Throughput increases from 8 units per minute (manual) to 45 units per minute (automated) represent a 560% improvement.
Stage 4 — Case/Bag Handling and Sortation
After labeling, the conveyor directs finished packages to the appropriate downstream station — a palletizing robot, manual packing station, or staging lane — using diverters and transfers. Sortation decisions are controlled by sensors tied to the line's PLC system.
Pneumatic or mechanical kicker arms synchronized with conveyor speed automatically divert bags to alternate lines or accumulation tables, keeping product moving to the right destination without manual intervention or line stoppages.
Stage 5 — Palletizing and Staging for Shipment
The conveyor delivers packages to semi-automated or fully automated palletizers. A well-designed takeaway conveyor on the back end of the palletizer prevents the system from backing up. Pallet stretch-wrapping typically serves as the final step before staging.
Automated palletizing can reduce end-of-line staffing from 2-3 operators to 0.5 operators per line, cutting annual labor expenses by approximately $330,000.
Types of End-of-Line Conveyors Used in Packaging
Belt Conveyors
The most common type for end-of-line packaging — smooth, flat surface ideal for bags, pouches, boxes, and cartons. They handle a wide range of package sizes and integrate directly with inline equipment like checkweighers and labelers.
Powered Roller Conveyors
Motor-driven roller (MDR) systems offer zone accumulation advantages. Each zone operates independently, so product accumulates without contact pressure. Well-suited for heavier cartons, drums, or cases in chemical or agricultural packaging environments.
Modular Plastic Belt Conveyors
Ideal for food and dairy applications where sanitation is critical. These belts are built for:
- Easy disassembly and clean-in-place compatibility
- Resistance to moisture and chemicals
- Compliance with FDA 21 CFR and EU 10/2011 for food contact surfaces
- NSF/ANSI/3-A SSI 14159-3-2019 certification for meat and poultry processing
Incline/Decline and Elevating Conveyors
Vertical conveying integrates different process heights — for example, moving filled bags from a floor-level bagger up to an elevated palletizer or mezzanine-level staging area — without adding forklifts or manual lifts to the process.
Flexible and Extendable Conveyors
Used at the very end of the line for loading trailers or staging in variable dock layouts, reducing the need for manual labor in truck loading operations.
Design Considerations: Matching Your Conveyor to Your Product and Process
Product Characteristics First
The physical properties of the packaged product — bag size and material, container weight, whether it's rigid or flexible — determine conveyor width, belt type, load capacity, and surface friction. A 50-lb filled bag behaves very differently than a corrugated carton. Designers must account for product behavior in motion, not just at rest.
Throughput and Line Speed
The conveyor system must be sized to match the filler's output rate without becoming the bottleneck. Engineers calculate packages-per-minute and work backward to set belt speed, zone lengths, and accumulation buffer capacity.
Typical throughput benchmarks:
- Valve bag systems: 200 to 1,200 bags/hour (3-40 bags/min)
- Net weigh scales: up to 30 bags per minute
- High-speed beverage lines: 600 bottles per minute
Speed mismatches between equipment cause "starve and block" conditions — starvation occurs when downstream machines idle due to lack of product, while blockage forces upstream machines to stop because downstream capacity is full.
Layout and Space Constraints
End-of-line conveyors must fit within the existing floor plan, often requiring L-turns, right-angle transfers, or vertical sections. Custom-configured systems are sometimes the only way to optimize flow within a constrained facility footprint.
Off-the-shelf systems rarely accommodate unique plant layouts or industry-specific requirements. H&H Design and Manufacturing builds custom conveyor configurations — 90-degree transfers, compact bag rotation systems for space-constrained lines, and incline conveyors that bridge different process heights — to fit the facility rather than force the facility to fit the equipment.

Controls and Integration
A centralized PLC-based control system links the conveyor to filling equipment, checkweighers, labelers, and palletizers. For industries like food and chemicals, UL-certified industrial control panels are often required for compliance.
H&H operates a certified UL Industrial Control Panel Shop for both the US and Canada, manufacturing the control systems in-house alongside the conveyor equipment. That single-source approach simplifies commissioning and keeps line integration accountable to one team.
Automating End-of-Line Packaging for Higher Throughput
The tasks that eat the most labor at the end of the line — weighing verification, labeling, sealing, and palletizing — are also the ones where automation delivers the clearest return. Automating these functions reduces headcount requirements and tightens consistency across every shift.
Automated palletizing can reduce labor costs by $330,000 annually and typically delivers ROI within 2-3 years, with some operations achieving payback in under 12 months. Productivity gains exceed 35% in many installations.

Those efficiency gains depend on how well the filling equipment and conveyor work together. Automated filling and weighing systems sync directly with the downstream conveyor: start/stop signals and accumulation zones prevent packages from jamming at the filler discharge, while the filler's output rate sets the conveyor's pace.
Sensors and vision systems integrated at the conveyor level add another layer of quality control. Before a package reaches the palletizer or shipping dock, automated checks flag:
- Defects or damaged packaging
- Missing or misapplied labels
- Misaligned or improperly sealed bags
Catching these issues inline — rather than at the customer — eliminates costly rework and return freight.
Common End-of-Line Bottlenecks and How to Solve Them
Bottleneck 1 — Accumulation Backpressure Causing Package Damage
When conveyors run at fixed speeds without accumulation zones, packages pile up and get damaged.
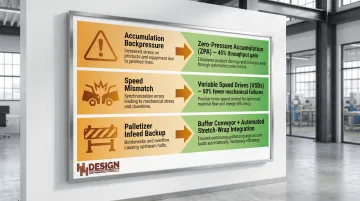
Solution: Use zone-controlled MDR conveyor sections or zero-pressure accumulation (ZPA) belts at critical handoff points. ZPA systems independently control each zone so products never touch, eliminating backpressure and collision damage. When implemented correctly, zone control can increase throughput by as much as 45% by keeping product flow continuous instead of reactive.
Bottleneck 2 — Speed Mismatches Between Filler Discharge and Downstream Equipment
If the checkweigher, labeler, or sealer runs slower than the filler's output, the line backs up.
Solution: Build buffer zones into the conveyor layout and use variable speed drives (VSDs) between stations. VSDs dynamically match speed to upstream and downstream requirements, eliminating the "starve and block" conditions that stall lines. Compared to gearbox-driven systems, VSDs can cut mechanical failure rates by up to 50%.
Bottleneck 3 — Inadequate Palletizer Infeed Causing Stoppages
If the takeaway conveyor from the palletizer isn't long enough or fast enough to remove completed pallet loads quickly, the infeed backs up and stops the whole line.
Solution: Stage the pallet takeaway system with sufficient conveyor length and integrate automated stretch-wrap into the flow. A well-sized buffer on the palletizer backend absorbs load completion cycles without forcing the upstream line to stop.
Each of these bottlenecks has a known fix — the challenge is identifying which one is limiting your line and sizing the solution correctly for your throughput requirements.
Frequently Asked Questions
What are the four types of conveyors?
The four main conveyor types are belt, roller, chain, and overhead/slat conveyors, as classified by the Conveyor Equipment Manufacturers Association (CEMA). For end-of-line packaging, belt and powered roller conveyors are the most widely used due to their versatility and accumulation capabilities.
What are the parts of a conveyor?
Key components include the frame, belt or rollers, drive motor, head pulley/tail pulley, idlers, and control system. On packaging lines, the control system ties directly to upstream filling equipment and downstream palletizing systems — making it one of the most critical components to specify correctly.
What is the head and tail end of a conveyor?
The head end is where product discharges (typically where the drive motor is located) and the tail end is where product is loaded onto the belt. In end-of-line packaging, the head end typically interfaces with downstream equipment like checkweighers or palletizers.
What is the difference between an end-of-line conveyor and a general production conveyor?
General production conveyors move work-in-process between production stages, while end-of-line conveyors handle finished or packaged product and must integrate with inspection, labeling, and palletizing equipment. This broader integration requirement drives more complex design decisions around timing, accumulation, and equipment compatibility.
How do I choose the right end-of-line conveyor for my packaging operation?
Start with four core factors: product weight and dimensions, required throughput (packages per minute), available floor space, and integration requirements with existing equipment. If your layout or industry has constraints a standard conveyor can't meet, a custom-configured system is worth pursuing from the start.