
Introduction
Manufacturing downtime, labor costs, and product damage all trace back to one critical factor: how efficiently materials move between stations. When flow stalls or products are mishandled during transport, the entire operation suffers.
Gravity conveyors are one of the most cost-effective, low-maintenance solutions in industrial material handling. They're deployed across warehousing, food processing, chemicals, and packaging lines—anywhere operators need reliable product movement without the complexity and power requirements of powered systems.
This article covers the fundamentals of gravity conveyors, the top manufacturers offering both standard and custom configurations, and the key criteria for selecting the right solution for your facility.
Key Takeaways
- Gravity conveyors move products using slope or manual force—no motors, no energy costs
- Best for cartons, pallets, totes, and bagged goods in warehouse and manufacturing settings
- Roller type, frame material, and load rating determine whether a standard or custom system fits your line
- Selection depends on load capacity, roller type, frame material, and industry compliance
- Custom-designed systems deliver the best integration with weighing and filling lines
What Are Gravity Conveyors and Why They Matter in Industrial Operations
Gravity conveyors are passive material handling systems that rely on gravitational force or a slight incline to move goods along rollers or skatewheels. No motors. No drives. No ongoing energy draw. This simplicity translates directly into lower operating costs and minimal maintenance requirements.
Two Primary Types
Gravity Roller Conveyors:
- Best for flat-bottomed loads like cartons, pallets, and totes
- Rollers rotate as product moves across them
- Handle heavier loads and longer transport distances
Skatewheel Conveyors:
- Lighter loads and more flexible configurations
- Individual wheels mounted on axles need less slope to move product than full rollers do
Flexible/Telescoping Variants:
- Used primarily at loading docks
- Extend and retract to reach into trucks
- Provide temporary conveying paths
Where Gravity Conveyors Deliver Value
The global gravity conveyor system market reached $460.6 million in 2023 and is projected to grow to $804.4 million by 2034, a 5.2% compound annual growth rate (CAGR). This growth reflects their proven value across a range of industrial workflows:
- Moving products from storage to packing stations during order fulfillment
- Transferring goods to and from trucks at loading docks
- Connecting workstations in packaging and processing lines
- Holding product temporarily between powered conveyor segments
These applications span industries from food and dairy to chemicals and agriculture — anywhere consistent, low-cost product flow matters. Gravity conveyors can deliver approximately 4:1 capital cost savings and 10:1 labor productivity gains compared to powered alternatives like chain-driven live roller systems.

The technology itself is simple. What separates suppliers is build quality, accurate load ratings, and whether they can configure a system around your specific line layout — not a generic catalog spec.
Best Gravity Conveyor Solutions for Industrial Applications
The five manufacturers below were selected based on industry presence, product range, load handling capability, and fit across key industrial sectors. Use this comparison to match your facility's requirements to the right supplier.
Alba Manufacturing
Alba Manufacturing is a US-based conveyor specialist with a strong reputation in heavy-duty pallet and carton handling. Based in Fairfield, Ohio, the company focuses on manufacturing and warehousing environments where durability is non-negotiable.
Key Differentiators:
- Rugged construction rated for heavy pallet loads
- Straight, curved, and flexible configurations available
- Seamless integration with powered conveyor systems
- Two-year warranty on all products
- Specialized for accumulation and loading dock applications
| Feature | Details |
|---|---|
| Key Features | Roller diameters: 1.9", 2-1/2", 2-9/16", 3-1/2", 4-1/4", 5" Standard lengths: 5' and 10' sections Widths: 6" to 60" in 1" increments Standard 45° and 90° curves Plating, galvanizing, and polyurethane roller options |
| Best Fit Applications | Warehousing, loading/unloading docks, manufacturing workstation transfers, order fulfillment, pallet handling |
Hytrol Conveyor Co.
Hytrol is ranked by Industry Select as the largest conveying equipment manufacturer in the US, offering a broad portfolio that includes gravity roller conveyors across light, medium, and heavy-duty load ranges.
Key Differentiators:
- Wide product variety covering diverse load requirements
- Strong distributor network across North America
- Proven deployments in distribution, food, and manufacturing sectors
- Extensive technical support and parts availability
| Feature | Details |
|---|---|
| Key Features | Roller sizes: 1-3/8" to 2-5/8" diameter Frame gauge: 12 ga. steel or 1/8" heat-treated aluminum Standard widths: 12", 15", 18", 24" Load ratings: Light-duty (29-55 lbs/ft) to heavy-duty (630 lbs/roller) |
| Best Fit Applications | Distribution centers, e-commerce fulfillment, food processing, general manufacturing |
Omni Metalcraft Corp.
Omni Metalcraft is a Michigan-based manufacturer known for producing a wide range of gravity conveyors including standard roller, skatewheel, and specialty configurations for industrial use.
Key Differentiators:
- Made-in-USA construction
- Extensive catalog of standard and custom gravity conveyor options
- Strong presence in automotive, food, and general industrial sectors
- Versatile configurations for permanent and temporary lines
| Feature | Details |
|---|---|
| Key Features | Roller diameters: 1.4", 1.9", 2.5", 2.9/16" Standard widths: 12" to 51" depending on roller size Load capacity: 1.9" rollers (269 lbs/roller), 2.5" rollers (645 lbs/roller) Straight, curve, spur, and flowrail configurations |
| Best Fit Applications | Automotive parts, food and beverage, general manufacturing, warehouse staging, truck loading/unloading |
Ashland Conveyor Products
Ashland Conveyor offers a comprehensive gravity product line including roller conveyors, skatewheel conveyors, FlexExtend skatewheel, telescoping conveyors, and ball transfer tables—suited for facilities needing modular, scalable solutions.
Key Differentiators:
- Modular design for easy reconfiguration and expansion
- Wide accessory ecosystem (stops, guards, gates)
- Telescoping conveyors extend 20' to 60' for dock applications
- One-year limited warranty
- Ideal for small-to-mid-size operations needing flexibility without heavy capital investment
| Feature | Details |
|---|---|
| Key Features | Roller and skatewheel options Telescoping range: 20' to 60' Accessories: angle stops, flat stops, guards, gates, H-stands, tripods Hook and rod couplers for temporary setups; butt couplings for permanent installations |
| Best Fit Applications | Packaging lines, loading docks, e-commerce, warehousing, light manufacturing |
H&H Design and Manufacturing
H&H Design and Manufacturing is a family-owned manufacturer based in Parsons, Kansas, specializing in custom dry bulk weighing and packaging equipment since 2008.
Where gravity conveyor integration matters most is at the interface with filling and weighing systems—and that's the specific expertise H&H brings to food, dairy, chemical, mining, and agriculture facilities.
Key Differentiators:
- Custom-engineered solutions designed to match specific process layouts
- Certified UL Industrial Control Panel Shop for US and Canada
- Ability to handle larger projects while maintaining flexibility for tight deadlines
- Gravity conveyor systems designed as part of complete dry bulk packaging lines
- Service support for legacy Tech Pack equipment
| Feature | Details |
|---|---|
| Key Features | Custom-designed gravity conveyor sections integrated with dry bulk filling and weighing equipment UL certification for control panels Stainless steel and 3A Dairy construction options Multi-unit integration and batching systems |
| Best Fit Applications | Dry bulk packaging lines (food, dairy, chemicals, agriculture, mining), facilities requiring conveyor-integrated weighing and filling systems |

How We Chose the Best Gravity Conveyor Solutions
Each solution was evaluated on structural build quality, load capacity, industry applicability, configuration flexibility, and manufacturer track record. The most common mistake buyers make is selecting a conveyor based on upfront price alone — without accounting for load compatibility, maintenance requirements, or integration needs.
Core Selection Factors
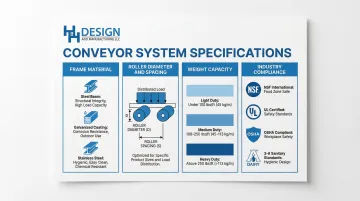
Frame Material:
- Steel — standard for general warehousing and industrial applications
- Galvanized — moderate corrosion resistance for semi-harsh environments
- Stainless — required for food, chemical, and washdown environments
Roller Diameter and Spacing:
- A minimum of three rollers must be under the load at all times
- Calculate required roller capacity using only 2/3 of the rollers under the product
- Larger diameter rollers handle heavier loads and longer spans
Weight Capacity per Linear Foot:
- Light-duty — typically under 100 lbs/ft
- Medium-duty — 100–250 lbs/ft
- Heavy-duty — above 250 lbs/ft
Industry Compliance:
- NSF certification for food contact applications
- UL certification for electrical control integration
- OSHA guarding requirements for worker safety
- 3A Dairy construction for dairy processing
Facilities in food, dairy, and chemical sectors should prioritize corrosion-resistant materials and sanitary design. For non-standard layouts or dry bulk processes, supplier support often matters more than catalog price. Key factors to evaluate include:
- Custom engineering capability
- Lead times and parts availability
- Post-installation service and responsiveness
Conclusion
Gravity conveyors remain one of the most operationally sound investments in industrial material handling. The right manufacturer and configuration can meaningfully cut labor, improve throughput, and lower long-term maintenance costs. With zero energy consumption and minimal maintenance requirements, gravity conveyors deliver a superior total cost of ownership for suitable applications.
That cost advantage only holds, though, when the system is matched to your actual load profiles, facility layout, and compliance requirements — not selected by brand recognition alone.
For facilities in food, dairy, chemicals, or agriculture that need a gravity conveyor system integrated with dry bulk weighing or packaging equipment, H&H Design and Manufacturing offers custom engineering and manufacturing built around your application. Reach their team at sales@hhdesignmfg.com or (620) 421-9800 to discuss your project.
Frequently Asked Questions
Who are the top manufacturers of gravity conveyors?
Leading manufacturers include Hytrol, Alba Manufacturing, Omni Metalcraft, and Ashland Conveyor for standard systems, plus H&H Design and Manufacturing for custom dry bulk packaging applications. Selection comes down to load type, industry compliance requirements, and whether an off-the-shelf or custom-engineered configuration fits your application.
Are gravity conveyors suitable for light packages?
Yes, skatewheel gravity conveyors are well-suited for light packages and cartons, while roller gravity conveyors handle heavier loads. Selection depends on product weight, surface area, and required flow speed—skatewheels require less slope and work better for lighter items.
What are the main types of conveyors?
The primary categories are gravity conveyors (roller and skatewheel), powered/motor-driven conveyors (belt, chain, MDR), and specialty conveyors (drag chain, slat, screw). Gravity conveyors fit where energy-free transport is feasible and powered precision isn't required.
Which is better: PVC or PU conveyor belts for gravity conveyors?
Traditional gravity roller and skatewheel conveyors don't use belts; PVC vs. PU comparisons apply to powered belt conveyors. If a gravity conveyor uses a belt-covered roller, PU is generally preferred for food-safe or chemical-resistant applications due to its durability and compliance.
What is the typical load capacity of a gravity roller conveyor?
Light-duty units typically handle 50–200 lbs per linear foot; heavy-duty pallet conveyors can support 2,000+ lbs. Capacity depends on roller diameter, frame gauge, and roller spacing—always confirm specs with the manufacturer for your application.
Can gravity conveyors be integrated with powered conveyor systems?
Yes, gravity conveyors are routinely combined with powered sections (belt, MDR, chain-driven) to create hybrid systems. Powered sections feed or discharge onto gravity runs, reducing energy use while maintaining controlled flow through staging and accumulation zones.


