
Introduction
Conveyor systems form the operational backbone of U.S. industries ranging from food processing and agriculture to mining and chemicals. When a manufacturer chooses the wrong conveyor partner, the consequences extend far beyond initial capital costs—production lines halt, safety incidents occur, compliance violations surface, and throughput targets evaporate. A single conveyor belt failure in mining operations can cost between $6 million and $12 million in lost production and emergency repairs.
Modern conveyor technology has moved well beyond simple belt transport. Today's systems integrate precision weighing, automated sortation, packaging coordination, and real-time process controls that directly determine whether a facility meets its throughput targets, regulatory requirements, and profitability goals.
The U.S. conveyor equipment market reflects this shift, with industry value projected to exceed $7 billion by 2026, growing at a CAGR of approximately 4.6%. Lead times are tightening and supplier consolidation is accelerating—meaning the manufacturer you choose today shapes your operational capacity for years. This guide cuts through the noise to identify the ten manufacturers worth your evaluation time.
Key Takeaways
- Top U.S. conveyor manufacturers are compared here by industry expertise, custom engineering capability, certifications, and sector track record
- Food, chemicals, mining, agriculture, pharma, and e-commerce each require distinct conveyor designs — one solution does not fit all
- Key selection factors: certifications (UL, FDA), customization depth, lead times, and post-sale support
- H&H Design Manufacturing leads in dry bulk weighing, packaging, and custom conveyor integration for food, agriculture, chemical, and mining applications
- Company size doesn't determine quality—specialized manufacturers often outperform large generalists on custom projects and responsiveness
Why Conveyor Systems Matter in U.S. Industry
Industrial conveyor systems do far more than move product from point A to point B. They coordinate weighing, sorting, packaging, and process automation—touching output quality, operational costs, and regulatory compliance all at once.
The right system reduces labor requirements, minimizes contamination risk, and ensures consistent throughput. The wrong one creates bottlenecks, safety hazards, and expensive downtime.
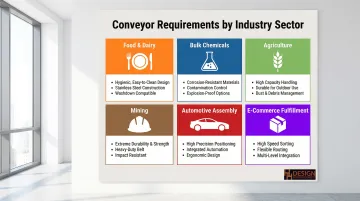
U.S. industries that depend on conveyor systems face dramatically different requirements by sector:
- Food and dairy: Sanitary design with FDA-compliant materials, washdown capability, and contamination prevention
- Bulk chemicals: Corrosion-resistant construction, explosion-proof controls, and precise weighing accuracy
- Agriculture: High-capacity systems for grain, seed, and feed handling with dust control
- Mining: Heavy-duty structural capacity for continuous operation in harsh environments
- Automotive assembly: Precision roller systems integrated with robotics and takt time requirements
- E-commerce fulfillment: High-speed sortation with real-time warehouse execution software
With hundreds of manufacturers operating across the country, the difference between a good fit and a costly mistake often comes down to sector expertise. The manufacturers below represent the leaders in each application area.
Top 10 Conveyor Manufacturers in the United States
These manufacturers were selected based on industry specialization, engineering capability, relevant certifications, geographic reach, and proven customer application diversity.
H&H Design Manufacturing
H&H Design Manufacturing is a family-owned manufacturer founded in 2008 in Parsons, Kansas, specializing in dry bulk weighing and packaging equipment with extensive experience across food, dairy, agriculture, chemicals, and mining industries. The company has installed equipment throughout the U.S., Canada, Mexico, South America, and the Middle East.
What sets H&H apart is full-project ownership — from custom engineering through commissioning — combined with Certified UL Industrial Control Panel Shop status for both the U.S. and Canada. Their size allows them to meet tight deadlines that larger competitors routinely miss.
Their 2011 acquisition of Tech Packaging Group expanded the product line and added the ability to service and support legacy Tech Pack equipment, giving customers a single point of contact for both new and existing systems.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 2008 / Parsons, Kansas |
| Key Industries Served | Food, Dairy, Agriculture, Chemicals, Mining |
| Specialization | Custom dry bulk weighing, packaging equipment, and UL-certified control panel integration |

Hytrol Conveyor Co., Inc.
Hytrol stands as one of the largest and longest-established conveyor manufacturers in the U.S., founded in 1947 and headquartered in Jonesboro, Arkansas, with approximately 1,300 on-site employees. The company serves distribution, manufacturing, and warehousing operations with a comprehensive product range from belt conveyors to sortation and pallet handling systems.
Their product line covers gravity, live roller, belt, and sortation conveyor types — backed by proprietary control software and an extensive dealer network spanning the U.S. That combination of breadth and distribution reach makes Hytrol a go-to choice for standard warehouse and distribution applications.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 1947 / Jonesboro, Arkansas |
| Key Industries Served | Distribution, Manufacturing, Warehousing |
| Specialization | Full-spectrum belt and sortation conveyor systems with integrated controls |
Dorner Conveyors
Dorner is a Wisconsin-based manufacturer known for precision, sanitary, and industrial conveyor systems widely adopted in food processing, pharmaceutical, and packaging applications where hygiene, accuracy, and compact design are critical.
The company offers FDA-compliant and sanitary conveyor designs, modular precision belt systems, and application-specific engineering for cleanroom and food-grade environments. Their AquaPruf line is built specifically for fast sanitation turnarounds in USDA and FDA-regulated facilities.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 1966 / Hartland, Wisconsin |
| Key Industries Served | Food Processing, Pharmaceutical, Packaging |
| Specialization | Sanitary and precision conveyor systems for regulated industries |
Honeywell Intelligrated
Intelligrated, now Honeywell Intelligrated, is a Mason, Ohio-based systems provider focused on warehouse automation and conveyor-integrated robotics. Honeywell acquired Intelligrated for $1.5 billion in 2016, reflecting the company's growth as e-commerce fulfillment demand accelerated.
The company's core strength is end-to-end integration: AI-driven sortation, robotic picking systems, and real-time warehouse execution software (WES) combined into large-scale distribution center deployments. Approximately 800 employees at the Mason location support these complex automation projects nationwide.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 2001 / Mason, Ohio (acquired by Honeywell in 2016) |
| Key Industries Served | E-Commerce, Retail Distribution, 3PL |
| Specialization | Automated sortation, robotics-integrated conveyor systems, and warehouse software |
Superior Industries, Inc.
Superior Industries is a Morris, Minnesota-based manufacturer founded in 1972, specializing in bulk material handling conveyor systems for aggregates, mining, and heavy construction applications where high-capacity, long-distance conveying is essential. The company operates 15 locations with approximately 1,600 total employees.
The product line spans portable and stationary conveyors, radial stackers, transfer conveyors, and idlers — with engineering support available for large-scale site installations. Superior holds over 175 product patents, reflecting sustained investment in heavy-duty material handling innovation.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 1972 / Morris, Minnesota |
| Key Industries Served | Aggregates, Mining, Construction |
| Specialization | Bulk material conveyors, radial stackers, and heavy-capacity transfer systems |

LEWCO, Inc.
LEWCO is a Sandusky, Ohio-based manufacturer offering both standard and custom conveyor systems across automotive, food processing, and general manufacturing sectors. Founded in 1944, the company is known for reliable, production-ready solutions with fast delivery on standard product lines.
Their catalog covers belt, chain-driven roller, gravity, and turntable conveyors — each available as standard or custom-configured. Engineering support for bespoke layouts, combined with fast delivery on stock products, makes LEWCO a practical fit for mid-market manufacturers that need reliable throughput without long lead times.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 1944 / Sandusky, Ohio |
| Key Industries Served | Automotive, Food Processing, General Manufacturing |
| Specialization | Standard and custom belt, roller, and turntable conveyor systems |
FlexLink Systems
FlexLink is a global automation company with U.S. operations serving highly regulated industries like pharmaceuticals, automotive assembly, and electronics — where precision, cleanliness, and modularity of conveyor systems are critical requirements.
Their modular chain and belt conveyor platforms integrate cleanly with robotics and assembly equipment, while washdown-compatible designs and strong engineering support handle complex multi-line environments. In pharmaceutical manufacturing specifically, FlexLink's focus on contamination control and validation documentation addresses requirements that standard conveyor suppliers rarely prioritize.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 1980 / U.S. operations in Allentown, Pennsylvania |
| Key Industries Served | Pharmaceuticals, Automotive, Electronics |
| Specialization | Modular chain conveyor systems for automated assembly and regulated production lines |
Bastian Solutions
Bastian Solutions is an Indianapolis-based material handling systems integrator offering conveyor systems as part of complete warehouse automation solutions. Founded in 1952 and acquired by Toyota Industries Corporation in 2017, the company is particularly strong in e-commerce, retail distribution, and fulfillment center design.
Bastian delivers turnkey projects from design through commissioning, pairing proprietary warehouse control software with partnerships across leading robotics providers. Their integration model pulls conveyors, sortation equipment, and robotics into a single cohesive system — a particular strength for high-throughput fulfillment operations.
| Attribute | Details |
|---|---|
| Founded / Headquarters | 1952 / Indianapolis, Indiana |
| Key Industries Served | E-Commerce, Retail, Food & Beverage Distribution |
| Specialization | End-to-end warehouse automation integrating conveyors, sortation, and robotics |
BEUMER Corporation
BEUMER is a Somerset, New Jersey-based material handling specialist with approximately 400 on-site employees, known for tilt-tray and cross-belt sorters, palletizing systems, and airport baggage handling conveyors serving logistics hubs, airports, and packaging plants across North America.
The company's sorter technology is engineered for accuracy at high speeds — a requirement that most general-purpose conveyor systems can't reliably meet. Airport-grade baggage handling and integrated palletizing solutions further extend BEUMER's reach into some of the most demanding sortation environments in North America.
| Attribute | Details |
|---|---|
| Founded / Headquarters | Subsidiary of BEUMER Group / Somerset, New Jersey |
| Key Industries Served | Airports, Intralogistics, Packaging |
| Specialization | High-speed sortation, tilt-tray conveyors, and airport baggage handling systems |
Daifuku North America Corp.
Daifuku is a Novi, Michigan-based subsidiary of global material handling leader Daifuku Co., Ltd. (established 1937), with deep roots in automotive manufacturing conveyor systems and growing presence in airports, distribution centers, and automated storage applications. The Novi location employs approximately 300 people.
Their heavy-duty roller conveyor systems are a fixture in automotive assembly lines, complemented by automatic storage and retrieval systems (ASRS) integration for distribution and airport applications. Global engineering resources, backed by local North American support, give customers access to deep technical expertise without overseas project management delays.
| Attribute | Details |
|---|---|
| Founded / Headquarters | Subsidiary of Daifuku Co. (est. 1937) / Novi, Michigan |
| Key Industries Served | Automotive, Airports, Distribution Centers |
| Specialization | Heavy-duty roller conveyors, ASRS integration, and automotive assembly line systems |
How We Chose These Conveyor Manufacturers
The evaluation approach prioritized industry-specific expertise over general capability, engineering and customization depth, relevant certifications, sector track records, and ability to support complex or non-standard applications. Brand recognition alone was excluded as a criterion — many well-known manufacturers lack the specialized expertise required for specific applications.
Sector-Specific Selection Criteria
For food, dairy, and agriculture applications:
- Sanitary design capability with FDA-compliant materials
- 3-A Sanitary Standards compliance
- Washdown-compatible construction
- Contamination prevention features
- FSMA preventive controls alignment
For bulk materials and mining:
- Structural capacity for continuous heavy loads
- CEMA standards compliance
- Site engineering and installation support
- Durability in harsh environments
- Spare parts availability for remote locations
For automation-heavy operations:
- Software integration capabilities (WES, WMS, ERP)
- Controls expertise and UL certification
- Robotics integration experience
- Real-time data collection and analytics
- Scalability for future expansion
Company Size vs. Specialized Capability
Company size is not the primary determinant of quality or fit. Smaller, specialized manufacturers often outperform large generalists on custom projects, faster lead times, and post-installation responsiveness.
H&H Design Manufacturing's focused expertise in dry bulk weighing and packaging for food, agriculture, chemicals, and mining is a clear example. Their ability to meet tight deadlines while handling complex custom engineering stems directly from their specialized focus and agile structure — flexibility that larger competitors typically cannot match.
By contrast, large integrators like Honeywell Intelligrated and Bastian Solutions excel at comprehensive warehouse automation projects requiring multiple system types, extensive software integration, and long-term service contracts. The right choice depends on matching the manufacturer's core strengths to your specific operational requirements.

Conclusion
The right conveyor manufacturer is one whose engineering depth, certifications, and industry experience align precisely with your operational environment—not simply whoever ranks highest in employee count or brand recognition. A pharmaceutical manufacturer needs different expertise than a mining operation, and a custom food packaging line requires different capabilities than a standard distribution center.
Before making a final decision, evaluate manufacturers against your actual use case:
- Material characteristics (particle size, flow properties, abrasiveness, temperature)
- Throughput volume and speed requirements
- Hygiene, safety, or environmental regulations
- Customization needs vs. standard equipment availability
- Ongoing support expectations and spare parts access
If your application falls in food, dairy, agriculture, chemicals, or mining, the criteria above point toward a manufacturer with genuine dry bulk expertise—not a generalist catalog supplier.
H&H Design Manufacturing builds custom dry bulk weighing and packaging conveyor systems with UL-certified controls. Their family-owned structure means direct engineering involvement and faster turnaround on custom projects. Reach out to discuss your specific application at (620) 421-9800.
Frequently Asked Questions
Who are the top 5 conveyor manufacturers?
The five most widely recognized U.S. conveyor manufacturers include Hytrol, Honeywell Intelligrated, Dorner, Superior Industries, and Daifuku North America. That said, the best choice depends on your specific application — a leader in warehouse sortation may lack expertise in sanitary food processing.
What types of conveyor systems are used in food and agriculture industries?
Food and agriculture applications commonly use sanitary belt conveyors, screw conveyors, drag chain conveyors, and dry bulk weighing/packaging systems. FDA compliance, 3-A Sanitary Standards adherence, and cleanability are key design requirements for food-grade systems.
What should I look for when choosing a conveyor manufacturer in the US?
Key selection criteria include industry-specific experience, engineering customization capability, relevant certifications, realistic lead times, and post-installation service availability. Request references from companies with similar applications.
What is the difference between a conveyor manufacturer and a conveyor systems integrator?
A manufacturer designs and builds conveyor equipment in-house, while an integrator combines equipment from multiple manufacturers into a complete automated system with controls, software, and robotics. Some companies like Bastian Solutions and Honeywell Intelligrated function as both manufacturer and integrator.
How much does a custom conveyor system cost in the US?
Costs vary widely based on system type, length, load capacity, material type, controls complexity, and regulatory compliance requirements. Request quotes directly from manufacturers for accurate project-specific pricing.
What certifications should a conveyor manufacturer have?
Relevant certifications include UL certification for control panels (UL 508A), FDA compliance for food-grade applications (21 CFR 110), 3-A Sanitary Standards for dairy equipment, OSHA safety standards compliance, and ISO 9001 quality management certification. The right credentials depend on your industry and regulatory environment, since mining operations have very different requirements than pharmaceutical facilities.


