
Introduction
Industrial operations in food processing, chemicals, agriculture, and mining are under constant pressure to move more product with fewer people. Order volumes climb. Delivery windows tighten. Labor costs rise. Manual material handling—carts, hand-carry, and push-line systems—can't scale to meet those demands without adding headcount, floor space, and error risk in equal measure.
Automated conveyor systems solve this by mechanizing the repetitive transport tasks that drain labor hours and slow throughput. This guide covers:
- What automated conveyor systems are and how they work
- The main types used in industrial and bulk material facilities
- Measurable operational benefits
- Integration with controls and software
- What to evaluate when selecting a system for dry bulk, chemical, or agricultural applications that go beyond standard catalog solutions
Key Takeaways
- Automated conveyors move goods through facilities with minimal manual intervention, increasing speed and accuracy
- Belt, roller/MDR, sortation, and vertical reciprocating conveyors each serve different product flows and facility layouts
- Sortation systems handle up to 30,000 items/hour; most automated lines achieve 99.5%+ accuracy with reduced labor costs
- Safe operation depends on integration with Warehouse Management Systems (WMS), Warehouse Control Systems (WCS), and UL-certified control panels
- Custom-engineered systems are necessary for dry bulk materials, non-standard weights, or constrained spaces
What Are Automated Conveyor Systems?
Automated conveyor systems are mechanized networks that move products between points in a facility without continuous human handling. Unlike manual methods—carts, hand-carry, and push-line systems—automated conveyors use motors, sensors, and control systems to govern speed, direction, and routing decisions, eliminating reliance on human effort for repetitive transport tasks.
These systems serve multiple stages of the distribution workflow, not just one bottleneck:
- Inbound receiving and unloading
- Internal transport between storage zones
- Picking and packing areas
- Quality control checkpoints
- Outbound shipping docks
Rather than a point solution, automated conveyors function as facility-wide infrastructure that coordinates product movement across the entire operation.
Adoption is accelerating: 49% of distribution centers currently use conveyor and sortation systems, with another 51% planning implementation or upgrades within two years. Yet 52% of operations still rely on mostly or entirely manual processes for order fulfillment — meaning the majority of facilities are still absorbing costs and delays that automation directly eliminates.
Types of Automated Conveyor Systems Used in Distribution Centers
Belt Conveyors
Belt conveyors use continuous flat or inclined surfaces driven by a motor to move packaged goods, bags, and loose items along straight or angled paths at consistent speeds. The belt surface provides smooth, uninterrupted flow ideal for products that require gentle handling or continuous contact support.
These systems are common in food, agriculture, and chemical distribution facilities where packaged or bagged product must flow without interruption. Two primary configurations serve distinct needs:
- Troughed belt designs handle bulk materials like grains, fertilizers, and pellets at capacities up to 50,000 kg/hr
- Flat belt configurations with sanitary construction (stainless steel frames, food-grade belts) meet FDA/USDA requirements for food and pharmaceutical applications
Roller and Motorized Driven Roller (MDR) Conveyors
Powered roller conveyors move cartons, totes, and pallets across a series of rotating cylinders. MDR systems distinguish themselves through zone control: multiple low-voltage motors drive individual roller zones independently, allowing items to accumulate without contact damage and enabling zones to power down when empty.
MDR systems can reduce energy consumption by up to 60% compared to traditional continuous-run conveyors through run-on-demand operation — their most measurable advantage over conventional systems. A USPS case study demonstrated a 95% reduction in wattage when replacing air accumulation conveyors with MDR systems. This efficiency translates to typical payback periods of 1.5 to 3 years when factoring in energy savings, maintenance reduction, and uptime gains.
MDR systems excel in high-throughput distribution centers handling cartons, totes, and pallets where product flow is variable and accumulation is frequent.
Sortation Conveyors
Sortation conveyors identify items via barcode scanners, RFID readers, or machine vision systems, then divert them to designated lanes, chutes, or dock doors based on destination, SKU, size, or weight. This automation removes the manual decision-making and physical sorting labor that creates bottlenecks in order fulfillment.
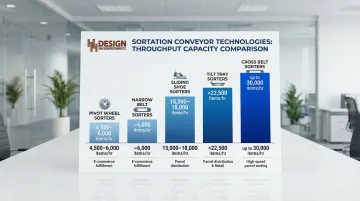
Throughput varies significantly by sorter technology:
- Pivot wheel sorters: 4,500–6,000 items/hour for medium-volume operations
- Narrow belt sorters: ~6,000 items/hour for diverse package sizes
- Sliding shoe sorters: 15,000–18,000 items/hour for fragile or variable items
- Tilt tray sorters: >22,500 items/hour for high-speed parcel operations
- Cross belt sorters: Up to 30,000 items/hour for very high-volume facilities
Modern AI-powered vision systems integrated with sortation conveyors achieve accuracy rates exceeding 99.5%, cutting routing errors that are common in manual sorting environments to near zero.
Vertical Reciprocating Conveyors (VRCs)
VRCs are lift systems that move products vertically between facility levels — mezzanines, pick modules, elevated storage areas — enabling multi-level distribution center designs without forklifts or manual carrying. These systems maximize cubic space utilization in facilities with vertical storage tiers.
VRCs fall under ASME B20.1 (Safety Standard for Conveyors) rather than ASME A17.1 (Elevator Code), which reduces installation complexity and cost — though they must not transport people. Load capacities range widely:
- Hydraulic VRCs: 1,000 to 6,000 lbs
- Mechanical VRCs: Up to 15,000 lbs standard, 30,000 lbs for heavy-duty configurations
- Custom 4-post mechanical lifts: Up to 50,000 lbs or more for specialized applications
Specialty and Custom Conveyor Systems for Dry Bulk and Industrial Materials
Standard conveyors are designed for packaged goods — cartons, totes, pallets. Operations handling dry bulk materials (grains, powders, chemicals, minerals), heavy industrial items, or products requiring containment, precise metering, or sanitary construction require custom-engineered solutions.
These applications demand conveyors designed to match:
- Flow rates and material properties (bulk density, abrasiveness, moisture content)
- Regulatory requirements (NFPA 652 for combustible dust, FDA/USDA for food contact)
- Containment needs (dust control, spillage prevention)
- Sanitary construction (3A Dairy certification, stainless steel contact surfaces)
H&H Design and Manufacturing specializes in custom conveyor solutions for dry bulk materials across food, chemical, agriculture, mining, and dairy industries. Their product line includes slider bed sealing conveyors, bag flattening and rotation conveyors, incline conveyors, and flexible screw conveyors — each engineered for powders, granular materials, and large particulates.
As a Certified UL Industrial Control Panel Shop for the US and Canada, H&H ensures all control systems meet recognized safety standards. For operations with unique product types or facility constraints, contact H&H at (620) 421-9800 to discuss custom-engineered designs.
Key Benefits of Automated Conveyor Systems for Distribution Centers
Throughput and Speed
Automated conveyors eliminate manual transport delays and enable continuous, high-speed product movement. While manual carts and hand-carry methods are limited by worker walking speed and fatigue, conveyors operate at consistent velocities regardless of volume.
Measurable impact: High-speed sortation systems process thousands of units per hour—cross belt sorters reach 30,000 items/hour. A Goods-to-Person system supplied 200 totes/hour to workstations, enabling operators to achieve 200-350 picks per hour with peak rates up to 600 picks per hour.
Accuracy and Error Reduction
Automated routing removes human sorting errors—incorrect lane assignments, misrouted packages, wrong dock doors. Integrated scanning confirms each item reaches the right destination without human decision-making.
Advanced sorting systems achieve accuracy rates exceeding 99.5%. One facility using pick-to-light displays and automated routing virtually eliminated picking errors compared to manual methods.
Labor Productivity and Reallocation
Automation shifts labor from repetitive transport and sorting tasks to higher-value roles: quality inspection, exception handling, and system oversight. Workforce needs change rather than disappear.
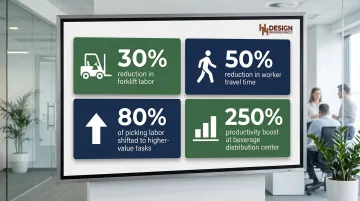
Real-world outcomes include:
- 30% reduction in forklift labor
- 50% reduction in worker travel time
- 80% of picking labor transitioned to higher-value tasks
- 250% productivity boost at a beverage distribution center after upgrading from manual block stacking
Space Optimization
Conveyor systems enable vertical use of space (VRCs, elevated lines), tighter aisle configurations, and more efficient product flow paths that free floor space for storage—particularly valuable where real estate costs are high.
The efficiency gains are measurable:
- One operation reduced its picking footprint to 40% of previously required floor space using automated shuttles and conveyors
- Automated storage integrated with conveyors accommodates up to four times more stock in the same footprint compared to manual racking
Real-Time Visibility and Traceability
Conveyor systems integrated with scanning and control software provide a continuous data stream on item location, dwell time, and throughput rates. Supervisors can identify bottlenecks, track inventory movement, and respond to exceptions in real time.
Manual handling offers none of this. Without automated tracking, product location is unknown until someone physically checks—a costly delay in high-volume environments.
Integrating Automated Conveyor Systems with Control Technology
WMS and WCS Integration
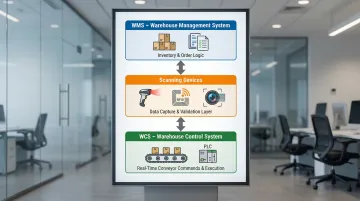
Successful automation requires clear delineation between two software layers:
- Warehouse Management System (WMS): Manages inventory levels, order processing, and overall facility planning — directing what needs to happen (e.g., "Pick Order #123").
- Warehouse Control System (WCS): Provides real-time control of automation equipment — directing how it happens (e.g., "Route Carton #123 to Lane 4 via Conveyor B").
The WMS handles order and inventory logic; the WCS translates those instructions into real-time conveyor commands. Scanning devices sit between the two layers, capturing physical item data and feeding it back into the control system.
Sensing and Identification Technologies
Three core technologies form the data-capture layer that feeds the control system:
- Barcode scanners identify items and confirm routing decisions at high throughput without human intervention
- RFID readers track items across zones without line-of-sight requirements, enabling faster read rates in dense environments
- Machine vision systems use AI to handle damaged barcodes, irregular package orientations, and variable lighting — conditions that older systems required manual intervention to resolve
Industrial Control Panels and Electrical Systems
The electrical control infrastructure underpinning conveyor automation—motor drives, PLCs, safety circuits, and HMI interfaces—must be engineered to recognized safety standards. UL 508A certification for industrial control panels ensures these systems meet required safety and performance standards for industrial automation environments.
UL 508A covers proper component selection, wiring methods, and short-circuit current ratings for industrial control panels operating at 1000 volts or less. Certification is often mandatory by local electrical inspectors and ensures compliance with NEC/NFPA 70 electrical codes.
H&H Design and Manufacturing operates as a Certified UL Industrial Control Panel Shop for the US and Canada, designing and manufacturing control systems that meet these safety standards for conveyor and integrated packaging systems. Control panels incorporate Allen-Bradley PLCs, variable frequency drives for motor control, and fully programmable control systems with product memory capabilities.
Safety Systems and Compliance
Safety must be built into the control architecture from the start. OSHA 1926.555 mandates audible warning signals before startup and emergency stop switches at operator stations, requiring conveyors to be locked out/tagged out during maintenance.
Key safety standards include:
- ASME B20.1: Primary safety standard for conveyor design and operation, governing guarding of nip points and safe operation procedures
- CEMA SBP-002: Best practices for E-stop placement, requiring actuators within 25 feet of any point along a conveyor in general access areas
- NFPA 652 and NFPA 61: Mandate design standards for enclosed conveyors and bucket elevators to prevent dust explosions in agricultural and chemical facilities handling combustible materials
How to Choose the Right Automated Conveyor System for Your Facility
Assess Product Characteristics and Volume
The first selection criteria are the physical properties of what is being moved: weight, dimensions, fragility, bulk density (for dry materials), and required flow rate. These characteristics determine conveyor type, drive system, and structural specifications.
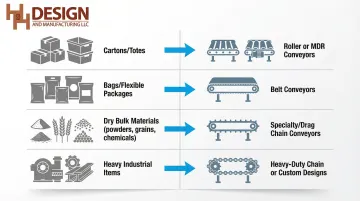
Product categories require different solutions:
- Packaged goods (cartons, totes) → roller or MDR conveyors for accumulation and transport
- Bags and flexible packages → belt conveyors with friction surfaces for positive grip
- Dry bulk materials (powders, grains, chemicals) → belt, drag chain, or specialty conveyors with containment features
- Heavy industrial items → heavy-duty chain conveyors or custom structural designs
Facilities handling dry bulk materials, chemicals, or agricultural products require conveyor designs that differ from standard e-commerce configurations — dust control, sanitary construction, and specialized material contact surfaces all come into play.
Evaluate Facility Layout and Scalability Requirements
Map existing floor plans, ceiling heights, dock configurations, and future expansion plans before specifying a system. A conveyor installed today should accommodate higher throughput or added product lines without full replacement.
Key considerations include:
- Available floor space and whether vertical space can be utilized (mezzanines, overhead lines)
- Column spacing and structural load capacity for elevated conveyors
- Dock door configuration and shipping lane requirements
- Integration points with existing equipment (filling lines, palletizers, storage systems)
- Projected volume growth over 3-5 years
Determine Whether a Standard or Custom-Engineered System Is Appropriate
Standard conveyor modules serve many distribution center needs, offering flexibility and easier reconfiguration. However, operations with unique product types, unusual spatial constraints, or highly specific performance requirements need a manufacturer that designs and builds to specification.
Custom engineering is appropriate when:
- Product type falls outside standard parameters (dry bulk, extreme weights, fragile materials)
- Facility layout requires non-standard configurations or tight space utilization
- Regulatory requirements demand specialized construction (sanitary design, explosion-proof enclosures)
- Throughput requirements exceed standard system capabilities
- Integration with existing legacy equipment requires custom interfaces
H&H Design and Manufacturing specializes in exactly these situations — custom-engineered conveyor and filling systems for food, chemical, agriculture, mining, and dairy operations. As a family-owned manufacturer with installations across the US, Canada, Mexico, South America, and the Middle East, they combine the engineering depth to handle complex projects with the flexibility to meet tight deadlines. Reach their team at (620) 421-9800 or sales@hhdesignmfg.com to discuss your application.
Frequently Asked Questions
What is an automated conveyor system in a distribution center?
An automated conveyor system is a motorized, sensor-guided network of belts, rollers, or sortation equipment that moves products through the facility automatically, reducing manual handling and accelerating order fulfillment workflows. These systems operate with minimal human intervention, using control systems to govern speed, direction, and routing decisions.
What types of conveyor systems work best for dry bulk or heavy industrial materials?
Belt conveyors, drag chain conveyors, and custom-engineered specialty conveyors are the standard choice for dry bulk materials like grain, powder, or chemicals. Unlike standard roller systems built for packaged goods, these require dust containment, sanitary construction, and material-appropriate contact surfaces.
How do automated conveyor systems integrate with warehouse management software?
A warehouse management system (WMS) handles order and inventory logic, while a warehouse control system (WCS) translates those instructions into real-time conveyor commands. Scanning devices—barcode readers, RFID, vision systems—bridge the physical and digital layers, tracking item location and movement throughout the facility.
What is the typical return on investment timeline for a conveyor automation project?
ROI timelines vary by facility size, volume, and labor costs, but MDR conveyor systems typically deliver 1.5 to 3-year payback periods when factoring in energy savings and maintenance reduction. One comprehensive analysis demonstrated an IRR of 73% with a payback period of 1.34 years, driven primarily by labor savings and error reduction.
How do I know if I need a custom conveyor system versus a standard one?
If your product type, facility layout, or throughput requirements fall outside standard profiles—dry bulk materials, non-standard weights, constrained spaces, or specialized regulatory requirements—a custom-engineered design is more effective than adapting off-the-shelf equipment. Custom systems are built around your operation, not the other way around.
What certifications should I look for in a conveyor system's control panel design?
UL 508A listing is the key safety certification for industrial control panels in the US and Canada, confirming the system was built and tested to recognized standards for industrial automation. It covers component selection, wiring methods, and short-circuit current ratings—and is often required for electrical inspection approval. When evaluating suppliers, confirm they hold a certified UL Industrial Control Panel Shop designation.


