
Introduction
Manufacturers and processors in food, chemicals, agriculture, and mining face mounting pressure: production demands climb, quality requirements tighten, and labor costs keep rising. For many facilities, the bottleneck isn't capacity — it's how materials move across the production floor.
Conveyor automation gets discussed in broad strokes — efficiency, throughput, safety — but the real value shows up in measurable shifts operators can see within weeks of deployment. Reduced downtime, fewer errors, lower injury rates, tighter cost control per unit: these are operational outcomes backed by data, not marketing claims.
This article breaks down the specific, practical benefits of modern conveyor automation — what it actually delivers in food, chemical, agricultural, and mining environments where consistency and accuracy directly affect the bottom line.
Key Takeaways
- Conveyor automation replaces manual material handling with programmable, sensor-controlled flow — eliminating variability
- Key benefits: higher throughput, improved product quality, reduced labor costs, and better worker safety
- Greatest impact in high-volume, regulated, or hazardous environments like food processing, chemical handling, and dry bulk filling
- Value compounds over time: less downtime, better traceability, and scalable output without proportional headcount growth
- Match the system to your product, process, and compliance requirements to capture full value
What Is Modern Conveyor Automation?
Modern conveyor automation is a system of motorized belts, rollers, screw conveyors, or other mechanisms controlled by programmable logic and sensors that move materials through a facility with minimal human intervention. The emphasis is on "controlled" and "programmable" — not just mechanical movement, but intelligent, responsive material flow.
This technology applies across manufacturing, processing, and packaging operations that handle goods repeatedly: from raw ingredient intake to fill stations to final packaging lines. It delivers particular value in dry bulk, food, chemicals, and agricultural processing — industries where material consistency directly impacts product quality and regulatory compliance.
The conveyor system is the infrastructure that makes reliable flow, consistent output, and lower error rates achievable at scale. When properly designed, it transforms material handling from a labor-intensive bottleneck into a predictable, measurable process — one that supports growth without a proportional increase in operational risk or cost.
Key Advantages of Modern Conveyor Automation
The advantages below are anchored in real operational metrics: throughput rates, error percentages, incident rates, and cost per unit. The impact of each advantage scales with operational volume, product sensitivity, and the degree to which manual handling was previously relied upon.
Advantage 1: Higher Throughput and Fewer Bottlenecks
Automated conveyors maintain a constant, programmable material flow rate. Unlike manual handling, there is no variability introduced by worker pace, shift changes, or fatigue. The system delivers material at the same rate hour after hour, shift after shift.
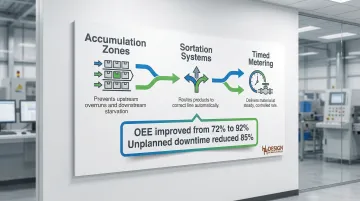
Three mechanisms keep material moving without interruption:
- Accumulation zones buffer material between process stages, preventing upstream overruns and downstream starvation
- Sortation systems route products to the correct line without manual intervention
- Timed metering delivers material at a steady, controlled rate rather than in unpredictable bursts
A single bottleneck can reduce overall facility output far below equipment capacity. Automation eliminates the human variability that most commonly causes these slowdowns. A food processing plant that implemented predictive maintenance and automated systems reduced unplanned downtime by 85% (from 15 hours to 2.3 hours weekly) and improved OEE from 72% to 92%.
More consistent throughput means more predictable production costs and fewer rushed overtime runs. When you know exactly how many units move through the line per hour, planning labor, raw materials, and shipping becomes far more precise.
KPIs impacted:
- Units processed per hour
- Overall equipment effectiveness (OEE)
- Production downtime
- Order fulfillment cycle time
Where it has the most impact: High-volume processing lines where any interruption causes cascading delays — particularly dry bulk filling, agricultural processing, and chemical blending where batch timing is critical.
Advantage 2: Improved Product Quality and Reduced Errors
Modern automated conveyor systems do far more than transport. They incorporate sensors, vision systems, and precision weighing to detect placement errors, contamination, and fill inaccuracies in real time—before a defective product reaches downstream processes or shipping.
Common inline quality controls include:
- Product orientation sensors that ensure correct placement before labeling or sealing
- Integrated weighing systems that catch underfill or overfill at the fill station
- Metal detection or leak detection modules embedded directly in the line for industries with strict safety standards
H&H Design and Manufacturing's Series 18 check weigh conveyor integrates a digital scale directly into the conveyor line, automatically weighing filled bags and triggering reject or divert systems for packages outside acceptable weight tolerances—catching errors during the process, not after.
In regulated industries like food, dairy, and chemicals, a single contamination incident or mislabeled batch can trigger recalls, regulatory action, or lost customer contracts. Human error accounts for 23% of unplanned downtime and 56% of product recalls, often due to mislabeling, contamination, or undeclared ingredients.
A ground beef processor using an automated checkweigher reduced package rework from 20% to less than 2%, saving $67,539 annually in package waste. By tightening the acceptable weight range, the facility saved an additional $102,000 annually in product giveaway.

Reducing defect rates lowers rework, material waste, and the downstream cost of catching errors late in the process. It also protects brand reputation and regulatory standing in industries where compliance is mandatory.
KPIs impacted:
- Defect rate
- Rework volume
- Product waste
- Recall frequency
- Inspection pass rate
- Fill weight accuracy
Where it has the most impact: Food processors, dairy operations, chemical manufacturers, and dry bulk packaging facilities where accuracy per unit is critical. Precision at this level depends on the control system behind the equipment — H&H Design and Manufacturing's UL-certified industrial control panels govern speed, sequencing, sensor responses, and safety shutoffs across demanding production environments.
Advantage 3: Reduced Labor Costs and Improved Worker Safety
Automating material transport removes the need for workers to repeatedly lift, carry, and position heavy or hazardous materials. This directly reduces both labor headcount requirements and the physical risk exposure of the workers who remain.
Workers in facilities handling chemicals, heavy dry bulk materials, or heat-intensive processes face elevated injury risk from repetitive strain, exposure, and manual lifting. Conveyors take those tasks off the human workload and place them on equipment built for that purpose.
In 2024, private industry employers reported 2.5 million nonfatal workplace injuries and illnesses. Musculoskeletal Disorders (MSDs) account for 30% of days-away-from-work cases, with a median of 12 days lost per case.
A NIOSH study on ergonomic interventions, including material handling equipment, found that such measures reduced workers' compensation claim frequency by 66% and the cost per claim by 30%. Overall cost per employee dropped by 81%.
The labor cost reduction isn't just headcount reduction — it's redeployment. Skilled workers shift away from repetitive transport tasks and toward quality oversight, maintenance, and higher-value roles. This matters as manufacturing hourly compensation increased by 4.8% in Q3 2025, outpacing productivity gains and driving up unit labor costs by 1.1%.

Labor shortages in industrial processing remain an ongoing challenge. Automation reduces dependency on high-turnover manual roles, making operations more resilient and easier to scale.
KPIs impacted:
- Recordable incident rate
- Workers' compensation costs
- Labor cost per unit
- Employee turnover in material handling roles
Where it has the most impact: Facilities handling hazardous materials, heavy dry bulk loads, or operating in high-temperature or chemically active environments. Mining, chemical processing, and agricultural grain handling operations see the most immediate safety and cost returns.
What Happens When Conveyor Automation Is Missing or Ignored
Facilities still relying on manual or semi-manual material movement face a predictable outcome. Output is capped by human throughput, quality checks are inconsistent, and errors build up undetected — surfacing only when a batch gets rejected, a deadline is missed, or someone gets hurt.
Without automation, rising labor costs have nowhere to go. Each volume increase requires proportionally more headcount, and error rates don't improve without systemic changes to how material is handled. Unit labor costs increased in 73 out of 86 manufacturing industries in 2024, with some sectors seeing increases as high as 12.1%.
Scaling compounds the problem. Facilities that can't automate material flow hit a ceiling where every expansion just recreates the same manual handling challenges at greater volume — with proportionally greater risk and cost.
That reality is reflected in where investment is flowing. 55% of supply chain leaders are increasing technology spending, with 60% planning to commit over $1 million — driven primarily by workforce shortages. For most industrial operations, automation has stopped being optional.
How to Get the Most Value from Conveyor Automation
Automation delivers its full value only when the system is designed for the specific product characteristics, process requirements, and facility layout. A generic conveyor solution applied to a specialized process—like dry bulk filling, chemical batching, or agricultural processing—will underperform.
The design must account for:
- Material flow rates and weight tolerances
- Contamination and dust control requirements
- Integration with existing fill or packaging equipment
- Regulatory compliance standards (FDA, OSHA, industry-specific)
- Facility layout and space constraints

H&H Design Manufacturing works with operations in food, dairy, chemicals, mining, and agriculture to build systems around the facility's specific process—not the other way around. UL-certified control panel fabrication means the electrical and control infrastructure is built to match the application from the start.
Even a well-designed system only holds its value if you're actively managing it. Modern conveyor systems generate useful data on throughput rates, error events, and equipment wear—and what you do with that data determines long-term performance.
Monitor performance data regularly:
Facilities that act on this data—adjusting speeds, scheduling preventive maintenance, reconfiguring accumulation zones—see compounding efficiency gains over time. Those that ignore it lose that advantage.
Key actions for sustained value:
- Review throughput and error logs weekly
- Schedule preventive maintenance based on actual usage data, not arbitrary intervals
- Adjust line speeds and accumulation zones as production demands change
- Train operators to recognize early warning signs of equipment wear or misalignment
Conclusion
Modern conveyor automation delivers on three fronts simultaneously: throughput, product integrity, and worker safety. When these work together, the cumulative effect on operational efficiency is significant — and it compounds as the system matures within the facility.
These advantages grow stronger over time when the system is properly matched to the operation, actively monitored, and updated as production demands change. A well-designed conveyor system functions as an ongoing operational asset — one that continues delivering measurable returns long after commissioning.
Facilities that invest in purpose-built conveyor automation position themselves to scale reliably, meet tightening quality and safety requirements, and hold their own in industries — food, dairy, chemicals, agriculture — where output consistency is table stakes.
Frequently Asked Questions
What industries benefit most from modern conveyor automation?
Food, dairy, chemicals, agriculture, and mining are primary beneficiaries. Any industry moving high volumes of material repeatedly—especially with quality or safety constraints—gains measurable value from automation through reduced errors, improved throughput, and lower labor costs.
How does conveyor automation improve product quality in food or chemical processing?
Integrated sensors, precision weighing, and real-time detection systems (metal, leak, fill weight) catch errors during the process rather than after. This reduces waste, rework, and the risk of defective product reaching end customers or triggering costly recalls.
What is the return on investment for an automated conveyor system?
ROI typically comes from labor cost reduction, lower error-related waste, reduced downtime, and higher throughput without proportionally increasing headcount. One food processor achieved payback in under six months through predictive maintenance integration alone.
Can conveyor automation be customized for dry bulk material handling?
Yes. Modern systems can be engineered specifically for dry bulk flow characteristics, including fill weight tolerances, dust containment, and integration with weighing and packaging equipment. Custom design ensures the system matches material properties and process requirements.
What role do control panels play in automated conveyor systems?
The control panel governs speed, sequencing, sensor responses, and safety shutoffs—making it the central factor in how accurately and reliably the entire conveyor system operates.
How do automated conveyors help reduce workplace injuries?
Automation removes workers from repetitive lifting and direct exposure to hazardous materials, reducing strain injuries, chemical exposure incidents, and workers' compensation costs across industrial environments.


