Introduction
Modern production facilities face mounting pressure from multiple directions: industrial lease rates climbed to $9.12 per square foot in 2025, construction costs for small projects average $139 per square foot, and manufacturers must squeeze more throughput from tighter footprints. In this environment, how materials move around a facility matters just as much as how fast they move.
Curved conveyor belts are often treated as secondary equipment, left out of early layout planning. Yet they determine whether a production line runs efficiently or constantly battles bottlenecks, misaligned product, and wasted floor space. When routing decisions get deferred, facilities end up with workarounds — extra transfers, manual handling, and floor space consumed by unnecessary turns — all of which show up in labor costs, product damage rates, and lost adaptability.
This article covers the measurable, operational value curved conveyor belts deliver: where they save space, where they prevent damage, and what goes wrong when layout planning treats them as an afterthought.
Key Takeaways
- Curved conveyor belts redirect material flow through turns (30°, 45°, 90°, 180°) without stopping the line
- Reduce facility footprint by eliminating multiple straight segments and transfer points
- Cut product damage and labor intervention by minimizing transfer points
- Support flexible line configurations that work around structural constraints and future expansion
- Integrate curved belts during initial facility layout planning for the best efficiency gains
What Is a Curved Conveyor Belt?
A curved conveyor belt is a belt-driven system engineered to transport materials along an arc-shaped path. It redirects product flow without changing product orientation or stopping the line.
Where Curved Conveyors Are Applied
Curved conveyor belts appear in production and packaging lines across food processing, dairy, chemicals, agriculture, and logistics—anywhere facility layouts require directional changes around equipment, structural columns, or confined floor areas.
Standard configurations include:
- Curve angles of 30°, 45°, 90°, and 180° to match most facility routing needs
- Belt materials ranging from PVC and PU to rubber, fabric, and metal mesh
- Load capacities scaled to light product handling or heavy industrial throughput
Curved Conveyors as a Layout Tool
Those configurations matter most when you look at how curved belts function as layout tools. Rather than designing a facility around the limitations of straight-line conveyor runs, production planners can route materials around existing equipment, columns, and floor constraints. That shift—from equipment-driven layout to layout-driven equipment selection—is what makes curved conveyors worth specifying from the start of a facility design.
Key Advantages of Curved Conveyor Belts for Facility Layout Efficiency
Each advantage below ties directly to cost, throughput, product quality, or the ability to scale a production operation.
Advantage 1: Smaller Facility Footprint Through Space Optimization
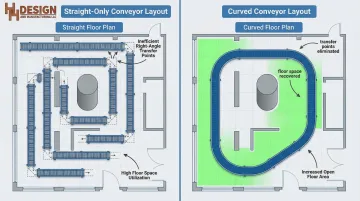
Curved conveyor belts eliminate the need for multiple independent straight conveyor segments connected by mechanical transfer points to navigate corners. They replace that entire cluster of equipment with a single continuous arc.
What this looks like in practice:
- Material routing follows the perimeter of a room
- Lines curve around structural columns or fixed machinery
- U-turns execute in a fraction of the space that a series of straight conveyors with right-angle transfers would require
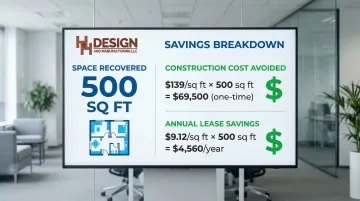
Reclaimed floor space in a production facility has direct dollar value. With construction costs averaging $139 per square foot and lease rates at $9.12 per square foot annually, even 500 square feet of recovered space represents nearly $70,000 in avoided construction costs plus $4,560 per year in ongoing lease savings.
Operational risk connection: Facilities running out of floor capacity often resort to manual workarounds, temporary staging areas, or split-shift arrangements that add labor cost and reduce throughput predictability. In food processing, dairy, and chemicals, floor space is also a sanitation concern: fewer conveyors and transfer mechanisms means fewer surfaces to clean, inspect, and maintain.
KPIs impacted:
- Usable floor space per production line
- Capital expenditure per square foot of production capacity
- Cleaning and sanitation time per shift
When this advantage matters most:
- Older facilities not originally designed for modern production volumes
- Facilities serving multiple product lines sharing the same floor
- Operations where real estate costs are high relative to production margins
Advantage 2: Continuous Product Flow with Fewer Transfer Points
Every transfer point between conveyor segments is a potential failure zonewhere product can jam, tip, misalign, or be damaged as it crosses the gap between two belt surfaces. Curved conveyor belts reduce the total number of transfers on a line by keeping material on a single continuous belt through directional changes.
What this looks like on a real production line: A product moving through a 90° turn on a curved belt maintains its position and leading-edge orientation, arriving at the next workstation correctly aligned for downstream operations such as labeling, weighing, filling, or packagingwith no operator intervention needed to correct misaligned pieces.
Each eliminated transfer point reduces two simultaneous risks: product damage from physical impact at the transfer gap, and process interruption from jams, misfeeds, and sensor false-triggers that halt the line.
Even a small drop of 2-3 inches at a transfer point can generate impact forces equivalent to several times the product's weight, driving scrap rates and potential recalls. In pharmaceuticals, glass particulate from such impacts accounts for roughly 20% of drug recalls due to foreign matter contamination.
Labor cost connection: Fewer transfer-related stoppages and corrections reduce the need for line attendants whose primary job is clearing jams or repositioning product, a measurable labor reduction in high-volume operations. With production occupations carrying a mean annual wage of $50,090, eliminating even one full-time line attendant delivers immediate payback.
Downstream automation benefit: Packaging and filling machinery depend on consistent product positioning. A line that delivers product with consistent orientation from a curved belt is more compatible with automated downstream equipment than one that relies on manual correction after each transfer.
KPIs impacted:
- Product damage rate per shift
- Line stoppage frequency
- Mean time between unplanned halts
- Labor hours per unit of output
- Downstream equipment utilization rate
When this advantage matters most:
- Lines running fragile or irregularly shaped products
- High-speed packaging lines where even brief stoppages create backlog
- Operations where downstream equipment requires precise product positioning (checkweighers, fillers, labelers)
Advantage 3: Flexible Line Design for Complex and Evolving Facility Layouts
Curved conveyor belts give facility planners and engineers the ability to route production lines around existing constraints(walls, support columns, existing machinery, utility runs) and to reconfigure routing when production needs change, without a full facility redesign.
What this flexibility works like in practice:
- A 90° curved belt redirects a line that would otherwise require extending into an adjacent room or running parallel with a competing production line
- A 180° curve creates a compact return loop in a space where a straight out-and-back run would double the required aisle length
Production facilities rarely stay static. New product lines, increased volume, seasonal demand shifts, and equipment upgrades all require layout adjustments. Facilities built around straight-only conveyor runs have far fewer options when these changes arrive, often requiring costly structural modifications or accepting inefficient routing compromises.
Capital expenditure connection: A facility that can reroute its material handling by reconfiguring curved conveyor sections avoids the cost and downtime of breaking down and rebuilding entire production lines. With industrial construction costs up 38% from pre-pandemic levels, the ability to adapt existing equipment rather than build new infrastructure carries significant financial value.
Custom facility constraints: For operations with non-standard building footprints, multi-level processing floors, or specialized bulk material handling lines, custom-engineered curved conveyor configurations solve routing problems that off-the-shelf straight systems cannot address.
H&H Design and Manufacturing engineers custom dry bulk weighing, filling, and conveyor systems for food, dairy, chemical, and agricultural applications — and can assess how curved conveyor routing integrates with upstream and downstream equipment to optimize the complete material flow path.
KPIs impacted:
- Time and cost to reconfigure production lines
- Capital expenditure per layout change
- Production line uptime during transition periods
When this advantage matters most:
- Growing operations planning future capacity increases
- Facilities handling multiple product SKUs that require different routing at different times
- Industries with irregular or constrained building layouts such as agriculture processing facilities, chemical plants, or retrofitted dairy operations
What Happens When Curved Conveyors Are Overlooked
Straight-only conveyor runs are a reliable source of operational friction. Facilities that rely on mechanical transfer points, manual staging, or conveyor-to-conveyor handoffs to manage direction changes tend to accumulate the same set of problems — and each one gets harder to ignore as production volume grows.
Common consequences that emerge:
- Product damage accumulates at every transfer point — a silent cost that rarely gets traced back to conveyor layout
- Short straight segments, transfer mechanisms, and staging tables consume floor space that a single curved belt could free up for production expansion
- Line attendants spend time clearing jams and correcting product orientation at each handoff, with labor costs rising proportionally as volume increases
- Downstream automation struggles when product arrives inconsistently positioned, requiring additional alignment equipment or accepting performance limits
- Layouts built around straight-only runs have little flexibility when volumes grow or product mixes shift, often forcing costly retrofits or hard throughput caps
These problems compound quietly — until a jam or a throughput bottleneck makes the cost impossible to ignore. With unplanned downtime averaging $169,889 per hour, the cumulative drag from transfer-point failures, product damage, and layout rigidity shows up directly on the bottom line.
How to Get the Most Value from Curved Conveyor Belts
Curved conveyor belts deliver the strongest results when they are incorporated into facility layout planning from the start—not added after the fact. The key decision is treating the production line routing as a layout problem to be solved, not an equipment list to be assembled.
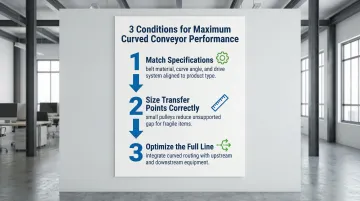
Three conditions under which curved conveyors perform best:
Match curve angle, belt material, and drive system to specific product type and load requirements
- Belt material choices (PVC, PU, fabric, rubber) affect product handling performance and sanitation compliance
- The right choice depends on the application (food contact, chemical exposure, bulk material characteristics)
Size transfer points between curved and connecting straight conveyors correctly for the product being handled
- Small pulleys at transfer points reduce the gap where product is unsupported
- This matters most for small or fragile items
Account for the full production line, not just the curve
- Assess how curved conveyor routing integrates with upstream and downstream equipment
- Optimizing the complete material flow path prevents bottlenecks that appear when segments are engineered in isolation
H&H Design Manufacturing engineers custom conveyor and filling systems for food, dairy, chemical, and agricultural applications—and can evaluate how curved conveyor routing fits within your complete material flow path.
Conclusion
Curved conveyor belts are a facility layout tool with direct impact on floor space efficiency, product integrity, labor cost, and the ability to adapt production lines as operations grow. The real payoff shows up in what the surrounding facility can do differently — tighter floor plans, fewer manual transfers, and production lines that can expand without a full redesign.
The decision to incorporate curved conveyors is most effectively made at the layout planning stage, where their routing flexibility can be fully leveraged. For facilities with non-standard constraints, H&H Design Manufacturing builds custom-engineered conveyor configurations to fit the layout — not the other way around. Getting that conversation started before a floor plan is finalized makes the difference between a system that works around your space and one that works within it.
Frequently Asked Questions
What turn angles are available for curved conveyor belts?
Standard curved conveyor belts are available in 30°, 45°, 90°, and 180° configurations. Custom angles can be engineered for specialized facility layouts where standard angles don't fit the space or routing requirements.
How do curved conveyor belts maintain product orientation through a turn?
The belt is designed as a conical arc so the product's leading edge stays consistent throughout the turn. Guiding systems—side rails, rollers, or belt profiles—prevent lateral drift, ensuring product arrives at the next station correctly aligned.
Are curved conveyor belts suitable for food processing and bulk material applications?
Yes, when specified correctly. Belt material selection—PU for food-grade, fabric for gentle handling, rubber for durability—and compliance with FDA contact approvals and sanitation requirements make curved belts suitable for food, dairy, chemical, and agricultural environments.
What is the practical difference between a curved conveyor belt and using two straight conveyors with a transfer point at a corner?
Curved belts keep product on a single continuous surface, eliminating the transfer gap, realignment risk, and the extra drive mechanism a two-segment straight system requires.
When does it make sense to use an off-the-shelf curved conveyor versus a custom-engineered solution?
Standard curved belts work well when facility layout fits common angles and load requirements. Custom engineering is worth considering when the facility has non-standard constraints—unusual turning angles, specialized bulk material handling needs, or integration requirements with filling and weighing equipment.
How does belt selection affect curved conveyor performance and maintenance?
Belt material affects elongation through the curve, noise levels, wear rate, and drive compatibility. Matching belt stiffness and splice method to the curve radius and application reduces misalignment and premature wear.