
Introduction
For plant managers and operations engineers packaging dry bulk materials—whether fertilizer, flour, cement, or animal feed—the choice between an open mouth bag machine and a valve bag machine is one of the most consequential equipment decisions they'll make. The wrong choice drives up bag costs by 10-15%, slows throughput by as much as 50%, and creates dust control headaches that can result in OSHA penalties exceeding $250,000 per facility.
These two machine types differ in far more than how they fill a bag—product compatibility, sealing method, line integration, and total cost of ownership all diverge sharply between them. The wrong fit isn't just inefficient:
- A valve bag system ideal for fine cement powder will fail on coarse animal feed pellets
- An open mouth system built for multi-SKU seed runs will bottleneck a high-volume flour mill
This guide breaks down both machine types, compares them side by side, and gives plant managers a clear framework for identifying which system fits their specific operation.
Key Takeaways
- Open mouth bag machines fill pre-formed bags and seal them after filling — best for granules, pellets, seeds, and mixed materials
- Valve bag machines fill through a self-sealing valve — best for fine, dusty powders like cement, flour, or dry chemicals
- Valve bags cost 10–15% more per unit; open mouth bags require a separate sealing step
- The right choice depends on your product's flow characteristics, your throughput targets, and total cost structure
Open Mouth vs. Valve Bag Machines: Quick Comparison
The two systems diverge across five operationally critical dimensions—filling mechanism, compatible product types, sealing method, dust control, and bag flexibility. Getting these distinctions right determines whether your packaging line runs efficiently or fights you on every shift.
| Dimension | Open Mouth Bag Machines | Valve Bag Machines |
|---|---|---|
| Filling Mechanism | Spout inserted into open-top bag; product dispensed by weight or volume | Filling nozzle inserted through self-sealing valve; product injected under pressure or gravity |
| Ideal Product Types | Granules, pellets, fibrous materials, coarser powders, seeds, animal feed | Fine, free-flowing powders; cement, flour, talc, dry chemicals, finely ground minerals |
| Sealing Method | Requires secondary seal (sewing, heat, glue) at separate station | Valve self-seals on nozzle removal; no secondary equipment needed |
| Dust Control | May require dust collection investment for powdery products; open filling creates exposure | Superior containment; reduces dust exposure by 64-83% and product loss by 20% |
| Bag Flexibility | Handles paper, PE, PP, woven poly in varying sizes (1-50 kg); multi-SKU friendly | Typically multi-wall paper or PE-lined; narrower size range (10-50 kg); better for dedicated lines |

The Cost Trade-Off
Open mouth bags typically cost 10-15% less per unit than valve bags—a significant advantage for high-volume operations. Valve bags run approximately $0.50 per bag at industrial quantities; equivalent open mouth bags cost $0.42-$0.45.
That per-bag savings shrinks considerably once you factor in sealing infrastructure. Valve bags eliminate the secondary sealing step entirely, removing $20,000-$25,000 in capital expenditure for closing conveyors and sealers—plus ongoing maintenance and labor. At 100,000 bags annually, the valve bag cost premium runs $5,000-$8,000/year. That premium is typically recovered within 3-4 years through sealing equipment savings alone.
What is an Open Mouth Bag Machine?
An open mouth bag machine fills pre-formed bags that have an open top. The bag is placed—manually or automatically—over a filling spout or into a gripping mechanism, then the machine dispenses product by weight or volume and conveys the filled bag to a sealing station.
This format is common across dry bulk industries because it handles a wide range of bag sizes, materials, and product types with minimal changeover time. A single line can switch from 5 kg seed bags to 50 kg fertilizer bags with limited downtime.
The right feed mechanism drives accuracy and throughput. Each type is engineered for specific product characteristics—and selecting the wrong one is the most common cause of poor performance.
Filling Mechanisms and Product Suitability
Gravity-Fed Systems
- Best for: Free-flowing granules like corn, soybeans, plastic pellets, sand
- Accuracy: ±0.5%
- Speed: 5–15 bags/minute
- Why it works: Material flows naturally through a controlled gate (slide or butterfly valve) without mechanical assistance
Auger-Fed Systems
- Best for: Non-free-flowing powders like flour, cement, bakery mixes
- Accuracy: ±0.1–0.2%
- Speed: 2–6 bags/minute (25–35% slower than gravity to prevent aeration)
- Why it works: Screw mechanism forces material into bag, overcoming bridging and cohesion
Belt-Fed Systems
- Best for: Medium-flowing or fragile products like oat flakes, mulch, animal feed
- Speed: Varies by product density and belt configuration
- Why it works: Conveyor-driven feed prevents degradation from auger crushing and handles materials that bridge in gravity systems
Vibratory-Fed Systems
- Best for: Odd-shaped or variable density materials like nuts, candy, gravel
- Accuracy: ±0.5–1%
- Speed: Up to 10 bags/minute
- Why it works: Vibrating pan gently moves material without damage or segregation

Gross Weigh vs. Net Weigh Systems
Gross Weigh systems weigh the product in the bag during filling:
- Simpler design, lower machine height, gentler on product
- Slower cycle times (1–14 bags/min) because filling stops to weigh
- Better for fragile materials or low-volume operations
Net Weigh systems weigh product in a separate hopper before discharging:
- High speed (24+ bags/min) because the next batch weighs while the previous bag is handled
- Higher cost and vertical height requirement
- Ideal for high-volume operations where throughput justifies investment
Throughput Benchmarks
| Automation Level | Typical Throughput | Labor Requirements |
|---|---|---|
| Semi-Automatic | 1–20 bags/min | 1 operator per station to manually hang bags |
| Fully Automatic (Standard) | Up to 25 bags/min | Zero dedicated operators for hanging; line supervision only |
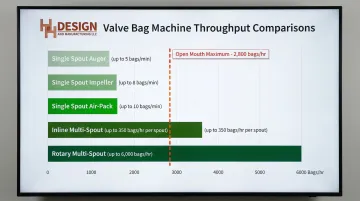
| Fully Automatic (High Speed) | 33–46 bags/min (2,000–2,800 bags/hr) | Minimal supervision |
Sealing Options
After filling, open mouth bags require secondary sealing. The method you choose affects line speed, bag material compatibility, and compliance requirements.
Sewing/Stitching
- Common for agricultural products (seeds, grain, fertilizer)
- Durable, allows bag reuse
- Moderate speed; adds equipment cost
Heat Sealing
- Food and chemical applications requiring hermetic seal
- Fast cycle times with proper film materials
- Requires compatible bag materials (PE, PP)
Glue Sealing
- Industrial applications with paper bags
- Clean appearance
- Slower than heat sealing
Food-grade lines typically require heat sealing with tamper-evident closures; agricultural and industrial lines most often use stitching or glue.
Use Cases of Open Mouth Bag Machines
Open mouth systems dominate in industries where product variety and bag flexibility outweigh the benefits of enclosed filling.
Agriculture
- Products: Seeds, grain, animal feed, fertilizer, pellets
- Bag sizes vary widely (5–50 kg), products range from fine powders to coarse pellets, and multi-SKU operations require frequent changeovers — all conditions where open mouth flexibility pays off.
Food Processing
- Products: Flour, sugar, rice, pet food, coffee, salt
- Food-grade construction requirements (including 3A Dairy certification), gentle handling for product integrity, and inline integration with metal detectors and checkweighers make open mouth the standard choice here.
Industrial/Chemical
- Products: Mining minerals, construction aggregates, plastic resins, dry chemicals
- Handles materials up to ¼" diameter, pairs with robotic palletizers, and can run drums, boxes, and bags on the same line without a dedicated reconfiguration.
Operational Fit
Open mouth systems connect directly into lines with conveyors, robotic palletizers, and inline bag sewing. They excel when:
- Running multiple products with different bag sizes
- Handling materials that don't flow consistently
- Regulatory requirements demand frequent equipment cleaning
- Note: Less suited for very fine, dusty powders unless paired with dedicated dust collection equipment
What is a Valve Bag Machine?
A valve bag machine fills pre-formed bags that are sealed on all sides except for a small, self-closing valve—typically located at one corner. The filling spout is inserted into the valve, product is injected under pressure or gravity, and when the spout retracts, the valve self-seals.
This design creates a near-airtight fill with minimal external dust exposure and no separate sealing station required—a major advantage for fine powder operations where dust control is paramount.
Filling Mechanisms
Impeller (Rotary) Fillers
- Handles heavy, dense powders—cement, fly ash, limestone—with high throughput
- Entrains less air than pneumatic systems, producing dense, stable packages
- Rotary multi-spout systems reach up to 100 bags/min (6,000 bags/hr)
Air-Pack (Pneumatic) Fillers
- Suited for fragile or aeratable powders—sugar, resins, finished cement—where impeller force would damage product
- Handles gently without crushing; single-spout systems run up to 10 bags/min
Screw/Auger Fillers
- Designed for sticky powders and food products—flour, bakery mixes—where bridging is a concern
- Positive displacement feed pushes material through reliably; output up to 5 bags/min
Bag Construction
Valve bag construction prioritizes performance and product protection:
- Multi-wall kraft paper: 1-6 plies, often with barrier films; capacities 20-100 lbs
- PE-lined paper: Moisture-sensitive products requiring a hermetic seal
- Woven PP valve bags: Heavy industrial applications; durable for rough handling
Valve types include tuck-in (manual seal), sonic seal (ultrasonic welding for hermetic closure), and poly lock configurations.
Throughput Benchmarks
| Configuration | Throughput | Typical Application |
|---|---|---|
| Single Spout (Auger) | Up to 5 bags/min | Small-batch chemical powders |
| Single Spout (Impeller) | Up to 8 bags/min | Cement, building materials |
| Single Spout (Air) | Up to 10 bags/min | Flour, sugar, resins |
| Inline Multi-Spout | Up to 350 bags/hr/spout | Mid-volume cement plants |
| Rotary (Multi-Spout) | Up to 100 bags/min (6,000 bags/hr) | High-volume cement, fly ash |
The absence of a secondary sealing step gives valve systems a significant cycle time advantage for very fine powders—often 30-40% faster than comparable open mouth lines once sealing time is factored in. That speed advantage compounds with another key benefit: dust containment.
Dust Containment Advantage
The defining feature of valve bags is the self-sealing internal sleeve. Once the bag is filled and the spout retracts, internal product pressure closes the valve. Advanced systems inflate a rubber sleeve during filling to prevent leakage, then ultrasonically weld the valve shut—eliminating spillage during transport and keeping the bag surface clean.
The performance data backs this up. Valve bag systems with controlled venting and improved clamping have reduced operator dust exposure by 64-83%, exhaust duct dust levels by 89%, and truck loading dust by 90% compared to open mouth systems handling the same fine mineral powders.
Use Cases of Valve Bag Machines
Valve bags dominate in industries where fine particle containment and production efficiency for single-product lines outweigh flexibility concerns.
Cement and Building Materials
Products: Portland cement, fly ash, mortar mix, grout
- Sub-200 mesh powders require enclosed filling to prevent dust escape
- Self-sealing valve eliminates separate sealing equipment and downtime
- Rotary packers achieve up to 6,000 bags/hr on dedicated lines
Flour Milling
Products: Wheat flour, specialty flours, bakery mixes
- Food-grade dust control meets safety and sanitation standards
- Hermetic sealing extends shelf life without additional packaging steps
- Gentle pneumatic filling preserves product quality during transfer
Dry Chemical Manufacturing
Products: Pigments, industrial chemicals, pharmaceutical powders
- Enclosed filling satisfies worker safety regulations for hazardous materials
- Contained fill path prevents cross-contamination between runs
- Clean bag exterior supports customer presentation requirements
Fertilizer (Fine Powder Grades)
Products: Finely ground fertilizers, soil amendments
- Fine particles self-seal the valve effectively, reducing product loss by ~20%
- Faster cycle times on dedicated lines improve throughput
- Minimal dust exposure lowers cleanup and waste disposal costs
Mining
Products: Talc, silica, ground limestone, mineral fillers
- Enclosed filling directly addresses OSHA combustible dust regulations
- Reduced airborne dust lowers explosion risk in processing facilities
- Cleaner bag exteriors reduce handling dust throughout warehouse operations
These use cases share a common thread: the valve bag's enclosed fill path does the heavy lifting on dust control, which is why industries facing strict OSHA or food-safety compliance tend to standardize on them over open mouth alternatives.
Open Mouth vs. Valve Bag Machines: Which is Right for Your Operation?
The "better" machine is entirely determined by three operational factors: product characteristics, production speed target, and total cost of ownership.
Product Characteristics: The Primary Filter
Choose Valve Bags if your product is:
- Fine powder (sub-200 mesh)
- Free-flowing and aeratable
- Dusty or poses inhalation hazard
- Requires hermetic sealing for moisture protection
- Examples: cement, flour, talc, dry chemicals, finely ground minerals
Choose Open Mouth if your product is:
- Granular, pelletized, or fibrous
- Variable in texture or density
- Larger than 200 mesh
- Fragile and damage-prone
- Examples: seeds, animal feed, plastic pellets, coarse fertilizer, coffee beans
Total Cost of Ownership Comparison
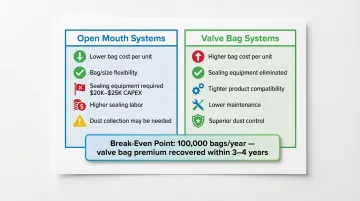
Open Mouth Systems:
- Lower bag costs per unit (10-15% savings)
- Greater product and bag size flexibility
- Require secondary sealing equipment ($20,000-$25,000 CAPEX)
- Higher labor for sealing operation
- May require dust collection investment for fine powders
Valve Bag Systems:
- Higher bag costs per unit
- Eliminate sealing equipment and labor
- Tighter product-to-bag compatibility
- Lower maintenance (fewer moving parts in sealing zone)
- Superior dust control reduces compliance risk
Break-even calculation: For a facility running 100,000 bags annually, the bag cost premium for valve bags ($5,000-$8,000/year) is typically offset by sealing equipment savings within 3-4 years at $18–25/hr labor rates.
Speed and Automation Considerations
For high-volume, single-product operations, valve bag systems have a clear throughput edge:
- Rotary valve packers: up to 6,000 bags/hr
- Fastest open mouth systems: ~2,800 bags/hr
- For dedicated cement or flour lines, this difference justifies the premium
Multi-product operations tell a different story. Open mouth systems with quick-change configurations deliver better overall line efficiency. Valve size changeovers run 15–45 minutes; open mouth systems with tool-less auger removal can switch products in under 10 minutes.
Real-World Scenario Guidance
Valve Bag Success: Mineral Processing
Challenge: A mineral processing plant handling fine ground silica (-325 mesh) struggled with high dust levels during filling and product loss that exceeded 5% of total production. OSHA inspections flagged combustible dust hazards.
Solution: Implementation of a valve bag system with controlled venting, improved valve clamping, and ultrasonic sealing.
Outcomes:
- Operator dust exposure reduced by 64-83%
- Exhaust duct dust levels dropped by 89%
- Dust during truck loading reduced by 90%
- Product loss decreased from 5% to under 1%
- OSHA compliance achieved; avoided potential penalties exceeding $250,000
Open Mouth Success: Multi-SKU Food Processing
Challenge: A grain products manufacturer packaging oat flakes, flour, and specialty grains needed to handle bulky, low-density materials across multiple SKU sizes (5 kg to 25 kg bags) with frequent product changeovers to prevent cross-contamination.
Solution: Installation of an open mouth bagger with net-weigh scale configuration and tool-less changeover capability.
Outcomes:
- Changeover time reduced from 45 minutes to under 10 minutes
- Cleaning cycles streamlined, preventing cross-contamination
- Successfully handled bulky, low-density oat flakes requiring settling
- Maintained food-grade standards with 3A Dairy construction
- Throughput increased by 30% through automation
Making the Right Choice
Choosing the wrong system creates expensive problems — mismatched fill speeds, dust compliance failures, or cleaning downtime that erodes throughput gains. Before committing to equipment, a proper evaluation should cover:
- Product characteristics: particle size, density, flowability, and dust classification
- Throughput targets: bags per hour at each SKU size
- Changeover frequency: how often product or bag size switches
- Total cost of ownership: not just purchase price, but installation, consumables, and maintenance
H&H Design and Manufacturing has engineered open mouth and valve bag systems for food, chemical, agricultural, and mining customers since 2008. Their team offers consultation to match equipment to your specific product and production requirements.
Conclusion
Open mouth bag machines win on flexibility, product range, and bag material options. Valve bag machines win on dust containment, fill cleanliness, and simplified sealing for fine powders. The right machine depends on product type, line configuration, regulatory environment, and long-term cost structure.
Getting the machine type right from the start avoids costly retrofits, product waste, and compliance issues. A valve bag system forced to handle coarse pellets will jam and underperform. An open mouth system filling fine cement without proper dust collection will fail OSHA inspections and create unsafe working conditions.
Before committing, evaluate both options against your specific parameters:
- Bulk density and particle size distribution
- Target throughput and fill rate requirements
- Bag cost tolerance and material compatibility
- Dust containment and regulatory requirements
Match the machine to those criteria and the performance follows.
Frequently Asked Questions
What is a form-fill-seal (FFS) machine?
Form-fill-seal (FFS) machines create bags from a roll of flat or tubular film, fill them, and seal them in one continuous process. Unlike open mouth and valve bag machines, which use pre-formed bags, FFS systems form the bag on-line — making them ideal for high-speed operations with consistent bag sizes.
What are the different types of form-fill-seal (FFS) machines, and how do HFFS and VFFS differ?
VFFS (vertical form-fill-seal) machines form and fill bags vertically using gravity, making them ideal for free-flowing powders and liquids. HFFS (horizontal form-fill-seal) machines operate horizontally and are used for solid or irregular items like hardware or baked goods.
Can the same machine handle both open mouth and valve bag formats?
No. These are distinct machine architectures with different filling mechanisms, spout designs, and bag handling systems. Open mouth machines clamp a wide bag opening and require downstream sealing; valve machines insert a spout into a small corner valve and self-seal under pressure or ultrasonic welding. Convertible models exist for specific applications, but re-engineering is significant.
Which packaging method is more cost-effective over time: open mouth or valve bag?
Open mouth bags cost 10–15% less per unit, but valve bags eliminate sealing equipment ($20,000–$25,000 CAPEX) and associated labor. For high-volume fine powder operations, valve bags often deliver lower total cost of ownership within 3–4 years. The right answer depends on your volume, product type, and dust control requirements.
What products are best suited for valve bag machines?
Fine, free-flowing dry powders such as cement, flour, talc, dry chemicals, and finely ground minerals are ideal for valve bag machines. These materials are typically sub-200 mesh, self-seal the valve effectively under their own pressure, and benefit from the enclosed, dust-contained filling environment that valve systems provide.


