
Introduction
In powder filling operations, speed, accuracy, and product integrity rarely cooperate on their own. A dairy plant underfilling protein powder by just 0.76% can fail regulatory audits. A chemical manufacturer overfilling to avoid compliance risk silently bleeds $280,000 to $440,000 per line annually in product giveaway. A mining operation running worn auger flights compounds per-cycle errors across thousands of fills, turning small inaccuracies into major losses.
Each of those scenarios is preventable with the right system design and operational discipline—which is what this article covers.
This guide is written for plant engineers, operations managers, and procurement teams in food, dairy, chemicals, agriculture, and mining. You'll learn what precise powder dosing actually involves, how the main filling system types work, what drives accuracy, and where operations typically go wrong. The goal is to give you the engineering grounding to specify systems that deliver repeatable performance—not just to buy a machine.
Key Takeaways
- Precise powder dosing controls the exact quantity delivered per container, which is distinct from general bulk filling
- Volumetric systems (auger, cup) and gravimetric systems serve different accuracy requirements and powder behaviors
- Bulk density, flowability, and particle size determine which system works and how well
- Inaccurate dosing triggers regulatory non-compliance, product giveaway, and rework — all avoidable with the right system design
- Custom-engineered filling systems address powder types and throughput volumes that off-the-shelf equipment cannot reliably manage
What Is Precise Powder Dosing?
Precise powder dosing is the controlled delivery of a measured quantity of dry bulk powder—by volume or weight—into a target container or package, to a defined tolerance. This differs from general bulk conveying or transfer, which moves material without any dose accuracy requirement.
The process is designed to achieve one outcome: every filled unit contains the correct amount of material within an acceptable variance. This protects product efficacy, meets label claims, and avoids waste. A 50-pound bag of chemical powder labeled at 50 lbs must consistently weigh 50 lbs ±0.2 lbs, not 49.5 lbs one shift and 50.8 lbs the next.
That weight consistency is where the distinction between filling and dosing becomes practical. Filling refers broadly to moving powder into a container. Dosing implies a measured, controlled quantity with verification — and not all filling systems qualify. A gravity chute that dumps powder into a drum is filling. An auger filler with load cells that stops at exactly 25.0 kg is dosing.
Why Precision Dosing Matters in Dry Bulk Industrial Operations
The Financial Cost of Dosing Error
Underdosing and overdosing create opposing but equally damaging consequences. Underdosing risks regulatory non-compliance and customer claims—a multi-state inspection of milk and juice found that nearly half of 858 lots failed net content checks. Overdosing represents direct product loss at scale. Analysis shows that reducing fill variation can save $280,000–$440,000 per line annually, with overfill costs reaching $0.048 to $0.067 per package in some operations.
For high-volume operations, a 1% reduction in overfill can save 500,000 lbs of product per year—$500,000 for a product valued at $1.00/lb. Manufacturers often overfill packages to ensure compliance, but when process variation is high, that buffer turns into a permanent, compounding loss.
Industry-Specific Demands
Different sectors impose distinct requirements on dosing systems:
- Dairy and food require hygiene-compatible equipment with tight tolerances, meeting 3-A Sanitary Standards, plus the ability to handle frequent product changeovers without cross-contamination
- Chemicals require corrosion resistance, dust containment to prevent exposure and explosion risks, and sealed conveyors for toxic or reactive powders
- Mining and agriculture handle high-abrasion, high-throughput materials where mechanical wear affects accuracy over time—systems must be built for durability and easy maintenance

What Fails Without Precision Dosing
Without a precision dosing system, three failure modes dominate:
- Bulk density variation causes inconsistent weights batch to batch — a volumetric filler on 50-pound bags can swing between 48 and 52 pounds as powder compaction shifts
- Manual filling introduces operator error and run-to-run inconsistency with no reliable correction mechanism
- Conveying-only systems lack feedback loops, letting small errors compound into major losses or compliance violations across a full production run
How Precise Powder Dosing Systems Work
A dosing filling system follows a consistent conceptual flow: powder moves from a storage hopper, passes through a metering mechanism that controls the volume or weight, discharges into the target container, and (in advanced systems) undergoes real-time verification or correction.
Two fundamental dosing principles exist. Volumetric systems—auger fillers and cup dosers—measure by volume and infer weight through bulk density. They assume density remains constant. Gravimetric systems measure directly by weight using load cells or in-motion weighing. They're more accurate but also more complex and costly.
A quick comparison:
| System Type | Typical Accuracy | Key Trade-off |
|---|---|---|
| Gravimetric | ±0.1–0.5% | Higher cost and complexity |
| Volumetric | ±2–5% | Assumes constant bulk density |
H&H Design engineers filling systems tailored to the specific powder type and production environment. The right mechanical design from the ground up—accounting for powder flow characteristics, environmental conditions, and throughput requirements—is critical to achieving repeatable dosing tolerances across industries like food, dairy, chemicals, and mining.
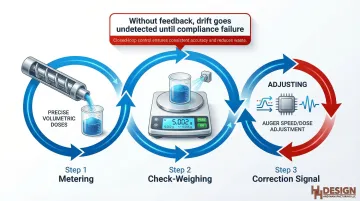
Step 1: Material Intake and Conditioning
Powder enters the system from a hopper or silo. Consistent material presentation is essential. Powder that bridges, rat-holes, or aerates inconsistently will deliver variable doses no matter how precise the metering mechanism is. A hopper filled with compacted powder behaves very differently from one filled with freshly conveyed, aerated material.
Conditioning tools manage this variability:
- Agitators break up bridges and promote flow
- Vibrators prevent rat-holing in cohesive powders
- Fluidization pads introduce air to improve flow in fine powders
Skip conditioning, and the metering step is already working against inconsistent input.
Step 2: Metering and Discharge
The metering mechanism is where most dosing accuracy is determined. In auger fillers, a servo-controlled Archimedes screw rotates a set number of turns to deliver a volumetric dose. The auger fits tightly in the filling tube to prevent leakage and ensure sharp cutoff—when rotation stops, flow stops immediately. H&H Design's Series 52 and Series 54 systems use two-stage auger feed with variable speed drives, achieving accuracies of ±0.1 to 0.2 lbs.
In cup dosers, a rotating plate carries fixed-volume cups that fill passively and discharge by gravity. Cup dosers work well for free-flowing powders but struggle with cohesive materials that don't fill cups consistently.
Both mechanisms share the same vulnerability: mechanical wear. If an auger flight wears and clearance increases, product slips backward during rotation—reducing delivered volume and causing underfilling over time.
Step 3: Verification and Correction
Check-weighing and gravimetric feedback distinguish precision dosing systems from basic fillers. In-line scales sample or continuously weigh filled containers. If drift is detected—say, the target is 50.0 lbs but the average is creeping to 50.3 lbs—the system adjusts the metering parameter (e.g., auger rotations) to correct.
This closed-loop correction prevents dosing drift over time. Not all installations include it, and skipping it is one of the most common sources of accuracy loss in the field.
A system calibrated perfectly at startup can drift significantly over a shift when bulk density changes or mechanical wear occurs. Without feedback, operators won't know until a compliance failure surfaces.
Key Factors That Affect Powder Dosing Accuracy
Bulk Density Variation
Material properties directly impact dosing outcomes. Bulk density variation—caused by compaction, aeration, or moisture—directly changes the weight delivered per volumetric dose. Research demonstrates that a 10% change in bulk density translates directly to a 10% weight error in volumetric dosing.
A powder that has settled in a hopper overnight behaves differently from freshly conveyed material. This is why volumetric systems require more frequent calibration checks when bulk density is unstable. Gravimetric systems automatically compensate for density changes, separating accuracy from this variable.
Flowability as a Critical Selector
Free-flowing powders—low cohesion, round particles—work well in both auger and cup-doser systems. Cohesive or hygroscopic powders stick to surfaces, bridge in hoppers, and fail to fill cups consistently. For these materials, auger systems with agitation are typically required.
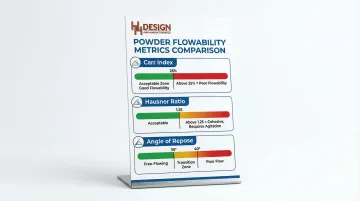
Standard flowability metrics determine which system fits your material:
- Carr Index >25% indicates poor flowability
- Hausner Ratio >1.25 signals cohesive powders requiring agitation or gravimetric control
- Angle of Repose >40° indicates poor flow; <30° suggests free-flowing material
Cohesive powders often require auger fillers with independent agitators to ensure consistent screw filling.
Equipment Condition and Mechanical Wear
Worn auger flights, eroded cups, or loose mechanical tolerances introduce variation. A tight fit between the auger and filling tube is essential for sharp dose cutoff. As clearance increases due to abrasion, product "slip" (backflow) increases, causing underfilling at standard speeds.
Mechanical wear is a primary cause of creeping dosing error in high-throughput operations. For abrasive materials like minerals or fertilizers, keep trough loading below 15–30% to reduce wear and extend accuracy retention.
Operating Environment Factors
Humidity and temperature affect powder behavior. Hygroscopic powders absorb moisture, leading to caking and increased interparticle forces that disrupt flow. Environmental factors can cause weight drift of 0.2–0.5% in hygroscopic powders. Facilities without environmental controls may experience dose variation that no machine-level calibration can fully correct. Beyond moisture, static buildup from heat and friction causes powder to cling to tube walls and tooling — adding another source of inconsistency that compounds with humidity effects.
Scale and Throughput Considerations
At high production speeds, even small per-cycle errors compound across thousands of fills. A 0.2% overfill error seems negligible on a single bag, but across 10,000 bags per day, it accumulates to significant product loss. At that volume, integrating inline check-weighing isn't optional — it's the only reliable way to catch drift before it becomes waste.
Common Issues and Misconceptions in Powder Dosing
The Volumetric Dosing Misconception
The most widespread misconception is that volumetric dosing equals precision dosing. Volumetric systems assume constant bulk density. When that assumption breaks down—common with hygroscopic, poorly flowing, or freshly aerated powders—volume-based dosing can produce measurable weight variation even though the machine is functioning correctly.
A volumetric auger filler delivering exactly 500 cubic centimeters every cycle is working perfectly. But if bulk density shifts from 0.50 g/cc to 0.55 g/cc due to compaction, the weight delivered increases by 10% without any machine malfunction.
Operational Oversimplification
Operations teams often underestimate how many variables undermine dosing accuracy over time. The most common oversimplifications include:
- Relying on initial calibration without scheduling recalibration as materials or conditions change
- Ignoring how upstream material handling affects hopper fill level consistency
- Assuming a higher-cost machine delivers better accuracy without validating it against actual product behavior
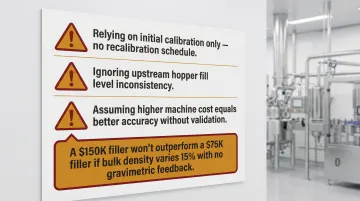
A $150,000 filler won't outperform a $75,000 filler if the powder's bulk density varies by 15% batch-to-batch and neither system includes gravimetric feedback.
Accuracy vs. Speed Trade-offs
Teams often sacrifice dosing tolerance to maximize throughput—pushing cycle rates beyond what the filling system can compensate for. At high speeds, gravimetric feedback loops have less time to correct between fills, and small density shifts accumulate into consistent short-fills or overfills. Throughput targets and accuracy targets need to be set together, not independently.


