Introduction
Even a 0.5% fill variance in dry bulk packaging can cost manufacturers thousands of dollars annually in giveaway product, trigger regulatory non-compliance penalties, and erode customer trust. Whether you're filling 25 kg bags of powdered milk, 1 kg bottles of protein supplement, or 50 lb sacks of agricultural fertilizer, deposit accuracy directly impacts your bottom line and brand reputation. In pharmaceutical applications, fill variance isn't just costly—it's a compliance risk that can halt production.
Auger fillers address this problem directly — and the market reflects it. They account for 38.29% of the global powder filling equipment market in 2025, making them the dominant volumetric solution for dry powders and granules. This guide covers how auger filler precision deposit technology works, what drives accuracy, and how to evaluate a system against your production requirements.
Key Takeaways
- Servo-driven auger fillers dispense precise volumes through encoder-controlled rotation, preventing mechanical overshoot at fill completion
- Achievable accuracy ranges from ±1% (standard volumetric) to ±0.25% (optimized servo systems with stable bulk density)
- Fill rates span 60 fills/min (single-head inline) to 300+ fills/min (rotary configurations)
- Bulk density variability limits real-world accuracy more than machine capability in most applications
- Auger geometry, hopper agitation, and PLC recipe management all drive sustained fill precision
How Auger Filler Precision Deposit Technology Works
An auger filler uses a rotating helical screw (auger) housed inside a cylindrical tube to convey a fixed volume of material downward with each revolution. The number of auger rotations per fill cycle directly determines the deposit volume—more rotations mean more product dispensed. This volumetric principle makes the technology inherently predictable when product characteristics remain consistent.
Servo Motor Precision Control
Modern servo-driven auger fillers use brushless direct-drive motors with encoder feedback to achieve shaft resolution up to 1/5000 per revolution. Legacy clutch/brake systems rely on mechanical stops and suffer from "coast overshoot"—the auger continues spinning slightly after the stop signal due to inertia. Servo motors eliminate this by starting and stopping at exact rotational positions. This eliminates the variable stopping distance that degrades fill repeatability and requires frequent recalibration as brake components wear.
Fill Cycle Sequence
The typical fill cycle follows this sequence:
- Container positions under the fill tube (via conveyor or rotary turret)
- Hopper agitator activates to break up powder bridging and maintain consistent material flow
- Auger rotates the programmed number of turns at the set RPM
- Fill stops at the precise encoder position
- Container advances to the next station
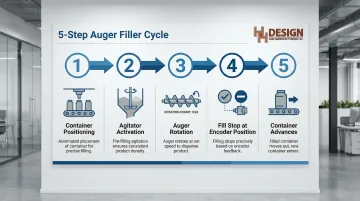
Modern machines execute this cycle at rates up to 60 fills per minute on single-head inline systems, with high-speed rotary configurations reaching 300+ containers per minute.
Volumetric vs. Gravimetric Filling
Auger filling is volumetric by default—the machine dispenses a fixed volume, not a target weight. This means bulk density consistency in the incoming product is essential for weight accuracy. If your powder's bulk density shifts due to temperature, humidity, or upstream handling changes, the same auger rotation count will yield different weights batch to batch. Systems with closed-loop control address this by adding inline checkweighers or fill-by-weight feedback loops that adjust auger rotations in real time to compensate for density drift.
Where Auger Filling Fits vs. Other Methods
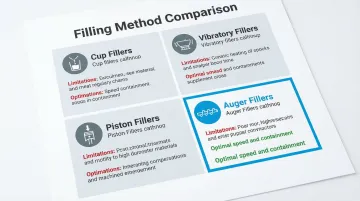
Auger fillers occupy a distinct niche compared to other filling methods:
- Cup fillers suit free-flowing granules like rice or beans but generate dust and aren't enclosed enough for fine powders
- Vibratory fillers handle fragile or irregular-shaped products well, though throughput is limited compared to auger systems
- Piston fillers handle pastes and semi-liquids but cannot manage dry, free-flowing powders
If your product is a fine, cohesive, or aerated powder — flour, protein blends, powdered chemicals — the auger is typically the only filling method that delivers both speed and containment without product degradation.
Key Components That Drive Accuracy
Auger Screw Geometry
Auger pitch (spacing between flights), diameter, and length must match specific product characteristics. Free-flowing powders like salt or sugar require straight augers with wide pitch and spinner plates to retain product when rotation stops. Non-free-flowing powders like flour or talc need self-feeding augers with tight pitch and drip washers to prevent dribble after the fill cycle ends.
Critical geometry considerations:
- Large diameter/wide pitch handles low-density powders (flour, protein blends) that require high volume per rotation
- Small diameter/tight pitch suits high-density powders or small fill weights where torque and resolution matter most
- Minimum three flights within the trough maintain consistent volumetric accuracy
Using the wrong auger for a product is one of the most common sources of fill error. A tight-pitch auger designed for talc will under-fill when used with coarse granular fertilizer.
Hopper and Agitator Design
The hopper must maintain consistent material head pressure above the auger to prevent density variation during the fill cycle. The agitator—a slowly rotating paddle positioned above the auger—breaks bridges (arches of compacted powder that block flow) and keeps powder aerated and uniform.
Without proper agitation, cohesive powders like protein blends or powdered sugar compact unevenly, creating inconsistent fills. The agitator typically rotates opposite the auger direction and operates independently, so operators can adjust agitation intensity without affecting auger speed.
Balance matters here. Excessive agitation aerates the product and reduces bulk density; insufficient agitation causes bridging and rat-holing (tunneling through the powder mass).
Fill Tube and Nozzle
Once product exits the auger, the fill tube controls how cleanly it reaches the container. Inner diameter and length affect deposit cleanliness (minimal dust, no trailing) and the range of opening sizes the machine can accommodate. Hygienic designs use sanitary fittings and tool-free removal — critical in food and pharmaceutical applications where cross-contamination risk during changeovers must be eliminated.
PLC and HMI Control System
A programmable logic controller (PLC) executes fill recipes by storing parameters including:
- Auger speed (RPM)
- Number of rotations per fill
- Agitator speed and mode (continuous vs. intermittent)
- Acceleration/deceleration rates
- Fill delay timing
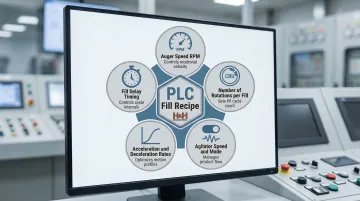
A touchscreen human-machine interface (HMI) allows operators to switch between saved product recipes without manual retooling. Allen-Bradley (Rockwell Automation) is a widely used industrial PLC brand in commercial auger fillers, valued for communication protocols that integrate cleanly with upstream and downstream equipment. H&H Design Manufacturing specifies Allen-Bradley PLCs as standard, which simplifies line-wide integration for facilities that already run Rockwell-based process controls.
Frame, Construction, and Sanitary Design
The machine frame—typically 304 stainless steel for food applications, 316/316L for dairy or high-corrosion environments—must be rigid enough to prevent vibration from degrading servo positioning accuracy. Hygienic construction includes sloped surfaces, minimal crevices, and tool-free disassembly to support food safety compliance and fast changeover. For dairy applications, 3-A Sanitary Standards certification ensures surfaces are smooth, non-porous, and easy to clean via clean-in-place (CIP) or clean-out-of-place (COP) protocols.
Factors That Affect Fill Precision
Product Bulk Density Variability
Bulk density—the weight of powder per unit volume—is rarely constant. Temperature, humidity, storage conditions, and upstream conveying method (pneumatic vs. mechanical) all alter bulk density. The same auger rotation count can yield different weights batch to batch, making bulk density variation one of the primary drivers of fill weight drift in volumetric-only systems.
For instance, a protein powder manufacturer running at 60 fills/min may see fill weights drift 2-3% over a production shift as ambient humidity changes product moisture content and bulk density.
Auger Speed and Fill Rate
Running the auger at excessively high RPM to maximize throughput aerates the powder, reducing density and fill weight. High-speed aeration can cause "flooding," where powder flows uncontrollably and overfills containers. Slower auger speeds improve compaction and consistency but reduce throughput.
Operators must find the optimal RPM for each product—and that balance point often needs re-evaluation if the product formulation changes. Research shows that intermittent agitation (pulsing the agitator rather than running continuously) can reduce aeration effects while maintaining adequate flow.
Wear and Tooling Condition
Auger flights wear over time, especially with abrasive products like mineral powders, sugar, or granular chemicals. Worn flights increase clearance between the screw and tube wall, allowing backflow and reducing effective volume per rotation. This gradually biases fills light: a 0.5% accuracy drift over six months of continuous operation is not uncommon with abrasive materials.
Regular inspection and scheduled tooling replacement are necessary to sustain initial accuracy specs. Hardened steel or ceramic-coated augers extend service life in abrasive applications.
Environmental and Line-Side Conditions
Several external factors contribute to fill variance:
- Vibration from adjacent equipment: Affects servo positioning and material flow consistency
- Inconsistent container presentation: Containers not centered under the fill tube create uneven deposits
- Ambient humidity: Hygroscopic powders (those that absorb moisture) change flow characteristics and bulk density with humidity fluctuations
Proper machine isolation, positive-stop container handling, and climate control in sensitive applications mitigate these issues.
Industries and Applications
Food and Dairy
Auger fillers package powdered milk, infant formula, protein supplements, flour, spices, coffee, and baking mixes—applications where fill accuracy directly affects product cost per unit and label compliance. Hygienic construction and easy washdown are required by 3-A Dairy standards and USDA inspection protocols. Dairy-grade builds use 316L stainless steel to resist lactic acid corrosion and support CIP cleaning cycles.
Chemicals, Agriculture, and Mining
Auger fillers serve non-food applications including fertilizers, pesticides, mineral powders, and industrial additives. These environments prioritize durability, dust containment, and resistance to abrasive or hazardous materials over sanitary design.
H&H Design's Series 52 and Series 54 auger fillers are built for exactly these conditions, with key specs that include:
- Handles materials from fine powders to granules up to 1/4" in diameter
- Dust-tight sealing to contain hazardous or abrasive particulates
- Robust construction engineered for chemical, mining, and agricultural environments
- Deployed across the US, Canada, South America, and the Middle East

Pharmaceuticals and Nutraceuticals
These industries require fill accuracy tighter than ±1% to meet regulatory dose requirements. Auger fillers are used for capsule filling, bottle filling, and sachet packaging of vitamins and supplements. FDA 21 CFR Part 11 compliance is often required, mandating PLCs that support audit trails, user authentication, and electronic signature capabilities. Single-dose packaging demand in the nutraceutical segment continues to drive adoption of auger filling systems as brands expand into sachets and unit-dose formats.
Evaluating an Auger Filler for Your Line
Match Machine Specs to Product and Throughput Requirements
Define your fill range (minimum and maximum fill weight), target fills per minute, container types, and acceptable accuracy tolerance before comparing machines. A system spec'd for ±1% accuracy at 40 fills/min will not meet the needs of a nutraceutical line demanding ±0.5% at 60 fills/min.
Key specifications to compare:
- Fill weight range and resolution (e.g., programmable in 0.1 lb increments)
- Throughput (fills per minute) at your target accuracy
- Container compatibility (bags, bottles, drums, boxes)
- Auger configurations available for your product characteristics
H&H's Series 52 single-screw system handles 5-350 lb fills at 3-6 containers/min with typical accuracy of ±0.1 to 0.2 lb, while their Series 54 twin-screw system achieves 3-9 containers/min in the same weight range—demonstrating how dual augers increase throughput without sacrificing precision.
Assess Integration and Automation Compatibility
An auger filler doesn't operate in isolation. Confirm that the machine's control architecture is compatible with your existing line controls or SCADA systems before committing—and verify direct compatibility with upstream and downstream equipment including conveyors, VFFS baggers, rotary turrets, and checkweighers.
Integration considerations:
- PLC brand and communication protocols (Allen-Bradley with EtherNet/IP is common)
- I/O configuration and signal types
- Recipe management and data logging capabilities
- Footprint and mechanical interface with adjacent equipment
Systems with checkweigher feedback loops can automatically adjust auger rotations to compensate for bulk density drift, maintaining target weights without manual recalibration.
Consider Long-Term Support, Customization, and Service
The lowest-cost machine often carries the highest total cost of ownership if parts lead times are long or local service is unavailable. Servo-driven systems eliminate wear parts like clutches, brakes, belts, and pulleys, significantly reducing maintenance downtime compared to legacy clutch/brake designs.
H&H Design and Manufacturing provides US-based support for both new systems and legacy equipment, with the flexibility to accommodate non-standard configurations and tighter project timelines. Since acquiring Tech Packaging Group in 2011, H&H has also supported older Tech Pack equipment—giving customers a single point of contact for long-term service continuity.
Frequently Asked Questions
How accurate is an auger filler?
Standard volumetric accuracy is typically ±1% for most commercial applications. Servo-driven systems can achieve ±0.25% to ±0.5% under ideal conditions with consistent product bulk density and proper auger geometry. Product characteristics—particularly bulk density variability—are the primary real-world limiting factor, not machine capability.
What is the difference between a servo auger filler and a clutch/brake auger filler?
Servo motors use encoder feedback to stop at a precise rotational position (up to 1/5000 revolution resolution), eliminating the "coast overshoot" inherent in mechanical systems. Clutch/brake systems rely on mechanical stops that wear over time, producing variable stopping distances and frequent recalibration needs. Servo systems hold calibration longer and require significantly less maintenance.
What types of products can be filled with an auger filler?
Auger fillers handle free-flowing and non-free-flowing dry powders and fine granules including flour, protein powder, spices, fertilizers, pharmaceutical powders, and mineral additives. Products range from dusty, cohesive powders like talc to coarse granules up to 1/4" diameter. Very coarse or heavy granules (beans, rice, large pellets) are better served by cup fillers or vibratory systems.
How does auger filler changeover work between products?
Modern machines support tool-free auger and fill tube removal, reducing changeover time and cross-contamination risk. Saved HMI recipes—covering rotations, speed, agitator settings, and acceleration rates—are recalled instantly via touchscreen to minimize downtime between SKUs. H&H's Series 52 QC model is specifically designed for food-grade and color-sensitive powders requiring frequent changeovers.
What causes fill weight to drift over time on an auger filler?
The most common causes are worn auger tooling, bulk density shifts from temperature or humidity changes, and fill tube buildup restricting flow. Scheduled tooling inspection, periodic recalibration against a reference weight standard, and stable environmental conditions mitigate drift. Checkweigher feedback loops compensate for density changes automatically in real time.
Can an auger filler be integrated into an existing packaging line?
Yes, auger fillers integrate routinely with rotary turrets, inline conveyors, VFFS baggers, and checkweighers. Success depends on matching PLC protocols, aligning fill rate with line throughput, and coordinating mechanical interfaces with adjacent equipment. H&H's systems use Allen-Bradley PLCs built to communicate directly with existing process control infrastructure.