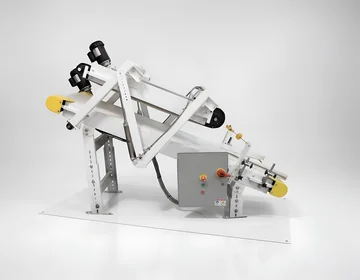
Series 155 - Conveyors
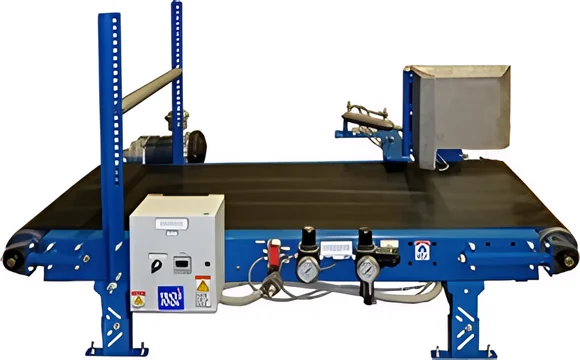
- Pneumatic kicker arm
- Synchronized speed control
- Right angle diversion

UL Certified
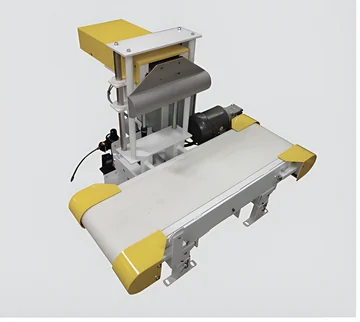
Industrial flat belt conveyors designed for efficient bag transport, orientation, and material handling across food, chemical, agriculture, mining, and dairy industries. Our comprehensive range includes specialized solutions for bag weighing, sealing integration, compression, diversion, and vertical transfer applications.










Talk to our product experts for custom solutions.
Apply Filters
Showing 1 to 6 of 11 results
We offer single belt, friction top, incline/decline, and V-shaped trough configurations for various applications.
Talk to our experts for custom solutions and tailored guidance.
Conveyor systems for bag filling, sealing, and transport of food products with sanitary design standards.
Robust conveyors for handling chemical powders, granules, and bulk materials with safety compliance.

Specialized systems for seed, fertilizer, and feed transport with weather-resistant construction.

Heavy-duty conveyors designed for harsh mining environments handling mineral and bulk materials.
Talk to our experts for custom solutions and tailored guidance.
Family-owned flexibility to meet tight deadlines and fulfill custom requests while handling large projects with engineering expertise.
Certified UL Industrial Control Panel Shop ensuring quality control in every step of design, manufacturing, and commissioning.
Over 15 years of experience with equipment installed across USA, Canada, Mexico, South America, and Middle East markets.
Connect with our engineering team for technical specifications and pricing. Expect expert guidance within 24 hours.
For immediate assistance, feel free to give us a direct call at (620) 421-9800. You can also send us a quick email at sales@hhdesignmfg.com.
For immediate assistance, feel free to give us a direct call at (620) 421-9800. You can also send us a quick email at sales@hhdesignmfg.com.