
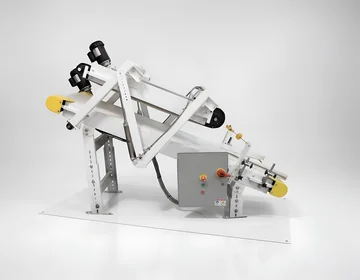
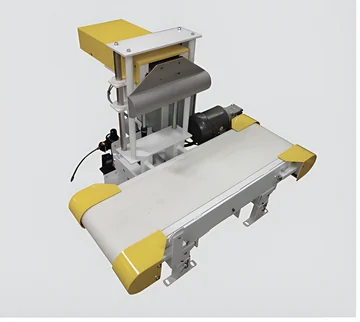
Series 150 - Conveyors
- Adjustable Height & Speed
- Bag Sealer Integration Ready
- UL-Certified Control Panels

UL Industrial Control Panel
Industrial roller bed belt conveyors engineered for efficient material handling in bulk packaging operations. Our comprehensive conveyor line features adjustable speed controls, integrated weighing systems, bag compression capabilities, and automated diversion mechanisms. Designed for food, chemical, agriculture, mining, and dairy industries, these conveyors ensure smooth product flow from filling through palletizing with UL-certified control panels.







Talk to our product experts for custom solutions.
Apply Filters
Showing 1 to 6 of 10 results
Our conveyors handle various bag types including filled powder bags, cylindrical bags, tubular bags, grain bags, and fertilizer bags ranging from small to large sizes.
Talk to our experts for custom solutions and tailored guidance.

Conveyors handle flour, sugar, grain, and dairy product bags with sanitary designs and integrated weighing for quality control.

Transport powder, granular, and bulk chemical bags with specialized belt materials and automated diversion for safety compliance.

Handle seed, feed, and fertilizer bags with compression systems for palletizing and high-capacity conveyors for seasonal operations.

Robust conveyors for heavy mineral and ore bags with reinforced designs, incline capabilities, and dense material compression systems.
Talk to our experts for custom solutions and tailored guidance.
Our design team brings broad expertise to create conveyors tailored to your exact material handling requirements, from bag sealing integration to automated palletizing preparation.
As a certified UL Industrial Control Panel Shop for US & Canada, we control quality at every step of design, manufacturing, and commissioning for reliable equipment performance.
Small enough to meet tight deadlines yet capable of handling large projects. Our family business combines flexibility with 16+ years of bulk packaging industry experience.
Connect with our engineering team to discuss your material handling requirements. We'll provide expert guidance and a detailed quote within 48 hours.
For immediate assistance, feel free to give us a direct call at (620) 421-9800. You can also send us a quick email at sales@hhdesignmfg.com.
For immediate assistance, feel free to give us a direct call at (620) 421-9800. You can also send us a quick email at sales@hhdesignmfg.com.
