Series 153 - Conveyors
- Adjustable Height Configuration
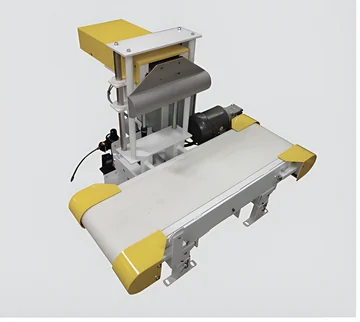
- Powered Incline/Decline Belt
- Integrated Guide Rail System

UL Industrial Control Panel
Vertical Reciprocating Conveyors (VRCs) are essential material handling solutions designed for efficient vertical transfer of products between different floor levels. Our VRC systems feature powered incline/decline belts with adjustable height guide rails, enabling seamless integration between bagging lines, palletizers, and mezzanine levels. Engineered for industries including food processing, chemicals, agriculture, mining, and dairy, these conveyors provide reliable vertical transport while maintaining product integrity and operational safety.
VRCs are ideal for food processing, chemical manufacturing, agriculture, mining, and dairy operations requiring efficient vertical material transfer between production levels.
Talk to our experts for custom solutions and tailored guidance.

Efficient vertical transfer of packaged food products between production floors and palletizing stations.

Safe vertical conveyance of chemical bags and containers between mixing, filling, and storage areas.

Reliable transport of bagged agricultural products and grain between ground level and elevated storage.

Robust vertical handling of bagged minerals and mining products between processing and packaging levels.
Talk to our experts for custom solutions and tailored guidance.
Our design team provides versatile custom solutions tailored to your specific vertical conveying needs, ensuring seamless integration with existing systems.
Certified UL Industrial Control Panel Shop delivering code-compliant equipment with comprehensive technical support for US and Canadian operations.
Small enough to meet tight deadlines, large enough to handle complex projects. We control quality in every step from design to commissioning.
Connect with our engineering team for expert guidance on vertical conveying systems. Expect a detailed consultation within 24 hours.
For immediate assistance, feel free to give us a direct call at (620) 421-9800. You can also send us a quick email at sales@hhdesignmfg.com.
For immediate assistance, feel free to give us a direct call at (620) 421-9800. You can also send us a quick email at sales@hhdesignmfg.com.